
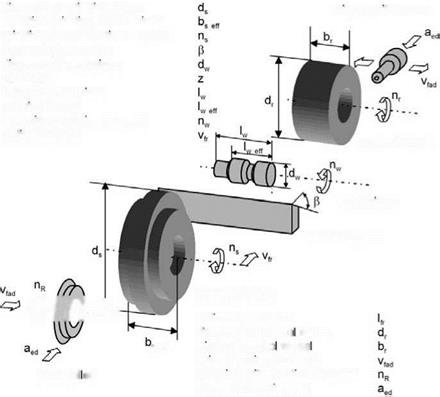
Fig. 6-54 shows the elementary geometrical and kinematic quantities of centreless plunge grinding. A comparison of the parameters with those of plunge grinding between centres shows considerable conformance. Only the workpiece rotational speed nw develops but indirectly as a function of the rotational speed and the control wheel diameter. If there is no slippage between the control wheel and the workpiece, the following is valid
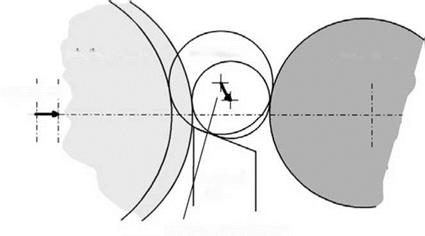
If the component lies on form elements (cranks etc.) that are not ground, the situation is the same as grinding between centres and there is no displacement during the process. In the case that it lies only on the machined mantle surface and for fixed control/grinding wheels, the depth setting motion vfr does not have an effect on the radius of the workpiece, but rather the diameter. Furthermore the workpiece shifts in the course of the grinding process due to the reduction of its diameter on the workrest plate (Fig. 6-55).
We thereby obtain at equal feed velocities approximately half the values for the material removal rate in comparison with grinding between centres.
Qw = 2 ‘ vfr ‘ П ‘ dw ‘ bseff (6.85)
Correspondingly, for the specific material removal rate, the following is valid Qw = 2• vfr n-dw. (6.86)
diameter of grinding wheel
![]()
 effective grinding wheel width
effective grinding wheel width
grinding wheel rotational speed workrest plate angle diameter of workpiece allowance length of workpiece working length workpiece rotational speed radial feedrate

 workpiece
workpiece
workrest plate
![]()
![]() width of contro whee
width of contro whee
axial dressing feed rate dressing with rotational speed
depth of dressing cut
![]()
Fig. 6-54. Geometrical and kinematic variables in centerless plunge grinding
depth of cut
workrest
plate
displacement of center Fig. 6-55. Component displacement in centerless plunge grinding
![]() Infeed occurs mostly by means of a horizontal feed of the grinding tool. As a result, the workpiece centre and the support point on the workrest plate are displaced. With an inclined workpiece support, besides the horizontal motion, there is also a vertical component which automatically produces a difference in the real workpiece amount and that corresponding to the depth of cut. Infeed errors increase with the altitude, the workpiece diameter and the workrest plate angle. Without compensating the infeed error, a workpiece ground above-centre has a larger final diameter (dw ground > dw target) than that demanded. The grinding process below-centre on the other hand produces a smaller final diameter (dw ground < dw target) [FRIE04].
Infeed occurs mostly by means of a horizontal feed of the grinding tool. As a result, the workpiece centre and the support point on the workrest plate are displaced. With an inclined workpiece support, besides the horizontal motion, there is also a vertical component which automatically produces a difference in the real workpiece amount and that corresponding to the depth of cut. Infeed errors increase with the altitude, the workpiece diameter and the workrest plate angle. Without compensating the infeed error, a workpiece ground above-centre has a larger final diameter (dw ground > dw target) than that demanded. The grinding process below-centre on the other hand produces a smaller final diameter (dw ground < dw target) [FRIE04].
The axial position of the workpiece is generally set in plunge grinding by means of a gentle inclination of the control wheel vertically to the workpiece axis. The axial components of the control wheel peripheral speed that appear thereby guides the workpiece against an arrester on the workrest support.