
Струйная очистка поверхностей с применением абразивов
Одним из наиболее эффективных методов подготовки поверхностей является струйная очистка с применением абразивов. Поэтому струйная очистка и
окраска проводятся не только на металлических, но и на бетонных и каменных поверхностях (памятники, фасады домов и т. д.), поверхностях из синтетических и других материалов. В некоторых случаях струйная обработка проводится в декоративных целях, например, на поверхностях из стекла, хрусталя, нержавеющей стали и т. д.
Во время струйной очистки абразив (обычно твердый, гранулированный материал) с большой силой выдувается (обработка под прямой струей) или выбрасывается (дробемётая обработка) на обрабатываемую поверхность. Крупное зерно абразива очень хорошо снимает тяжелую коррозию, но часто является слишком грубым для того, чтобы тщательно очистить все углубления и поры. Во многих случаях для того, чтобы достичь лучшего результата, как в отношении скорости работ и расхода материала, так и в отношении степени очистки и получаемого профиля, используют смесь, состоящую из крупных и мелких зерен. На рисунке 12.46 приведена схема струйно-абразивной установки. Насос 6 подает абразивно-жидкостную смесь из бака 1 по трубопроводу 2 к струйному аппарату 3, который направляет струю смеси на заготовку 4.
Обработка происходит в герметичной камере 5, откуда смесь стекает в бак 1. Для размешивания смеси имеется устройство 7 с отдельным приводом. Основным элементом струйно-абразивной установки является струйный аппарат, который формирует и направляет струю абразивно-жидкостной смеси. На рисунке 12.47 приведена конструкция такого аппарата.
Рабочая смесь подается с помощью насоса в центральный канал. В каналы 2 подается сжатый воздух. В аппарате имеются промежуточное 3 и выходное сопла 6. Расстояние между соплами регулируется с помощью резьбовой втулки 4. Гайка 5 служит для соединения выходного сопла с втулкой 4.
Рисунок 12.47 — Струйный аппарат
Установки для струйно-абразивной обработки работают как при низком (0,5…0,8 МПа), так и при высоком (4…10 МПа) давлении; последние используются для интенсификации обработки более грубых поверхностей заготовок. Создан ряд установок-полуавтоматов, имеющих многопозиционные поворотные рабочие столы и несколько (до 16) одновременно работающих струйных аппаратов.
Экструзионно-абразивная обработка
Физическая сущность этого способа отделочной абразивной обработки заключается в продавливании через обрабатываемую поверхность специальной абразивной пасты, имеющей высокую вязкость. При перемещении абразивной пасты относительно обрабатываемой поверхности абразивные зерна под действием гидростатического давления внедряются в обрабатываемую поверхность и осуществляют микрорезание и пластическое оттеснение металла. Давление при этом способе обработки составляет от 4-5 МПа при обработке относительно мягких сплавов алюминия, меди и до 10-14 МПа — при обработке стали. Такое давление уплотняет слой пасты, и процесс обработки приближается к способам обработки инструментом с закрепленным в эластичной связке абразивным зерном.
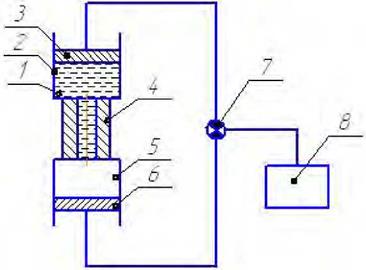
Схема экструзионно-абразивной обработки представлена на рисунке 12.48. На пасту 1, находящуюся в верхнем цилиндре 2, давит пуансон 3, который передает давление масла, создаваемое гидростанцией 8. Паста перемещается через обрабатываемое отверстие заготовки 4 в нижний цилиндр 5.
После того, как весь объем пасты переместится в нижний цилиндр, подача масла в верхний цилиндр прекращается с помощью крана 7, и масло подается к пуансону 6 нижнего цилиндра, что вызывает перемещение пасты в обратном направлении. Такое циклическое возвратно-поступательное движение абразивной вязкой пасты (своеобразного эластичного инструмента) аналогично движению брусков в процессе хонингования, поэтому этот способ называют также «экструзионным хонингованием».
|
Рисунок 12.48 — Схема экструзионной абразивной обработки |
Паста для экструзионно-абразивной обработки представляет смесь абразивных зерен с вязким связующим, состоящим из эластичного полимера, смазочного вещества и поверхностно-активных добавок. Вязкость пасты должна повышаться с увеличением диаметра обрабатываемого отверстия. В качестве абразивного материала используются порошки электрокорунда, карбида кремния, алмаза. Размер зерен составляет 20-500 мкм; в ряде случаев используют смесь порошков различной зернистости. Содержание абразива в пасте находится в пределах 25-75% (мае).
Создан ряд установок, в том числе автоматизированных, для экструзионно-абразивной обработки. Экструэионно-абраэивный способ используют для финишной обработки отверстий малых (менее 6-8 мм) диаметров, некруглых и сложнопрофильных отверстий, окон, пазов в матрицах штампов и пресс-форм, а также в других деталях. Особенно эффективен этот способ для снятия заусенцев и округления кромок в пересекающихся отверстиях. Машинное время обработки составляет от 2 до 20 мин. Обеспечивается получение параметра шероховатости поверхности Ra = 0,08 — 0,12 мкм при исходном параметре Ra = 1 — 1,5 мкм.
Можно одновременно обрабатывать несколько отверстий.
Для восстановления поверхности цилиндра насоса бутылочного домкрата на 25 тонн пасту можно использовать?
Как приобрести пасту?