
External cylindrical form grinding is a technique variant of external cylindrical peripheral longitudinal grinding. By overlaying the main axial feed movement with an additional radial feed movement, under NC operation, various rotation — symmetrical workpiece geometries can be produced. The goal of this technique is to finish grinding the workpiece in one clamping. For this purpose, the entire grinding allowance is removed in one overrun (peel grinding). Due to high grinding wheel stress, highly wear-resistant grinding wheels with diamond or cBN grains are used primarily [BILD93]. External cylindrical form grinding with grinding wheels of superabrasive grain materials is a high-performance grinding technique.
 |
By using slim grinding wheels with a width in the range of 5 mm, a high flexibility is obtained with respect to the producible workpiece contour [KOEN93a]. Moreover, the advantages of high-speed technologies can be exploited. In this way, a good quality surface finish is attainable, even at high material removal rates.
In comparison with external cylindrical profile grinding, in which the grinding wheel profile is formed from the workpiece, different workpiece contours can be manufactured with one grinding wheel profile in external cylindrical form grinding. Non-productive times, which occur in profile grinding because of protracted dressing cycles, disappear to a great extent in external cylindrical form grinding. The longer grinding times, caused by removal of the workpiece contour, are disadvantageous in the case of external cylindrical form grinding. Due to its flexibility, this method is especially suited to small batches.
The kinematics of external cylindrical form grinding is shown in Fig. 6-42. The feed motion comprises the axial feed rate vfa and the radial feed rate vfr. Proceeding from the methodological principle of peel grinding, the methodological variants of external cylindrical form grinding shown in Fig. 6-43 were developed in the mid-1980s.
In the case of the technique variants with skewed axis-arrangement, the so — called “quick-point” technique, the grinding wheel axis is pivoted by small angles around the x-axis. This adjustment results in a reduced contact surface between the grinding wheel and the workpiece. Because of the low grinding forces, a workpiece driver is generally not required [KOEN93a].
|
Fig. 6-43. Variations of external cylindrical form grinding [HEGE98] |
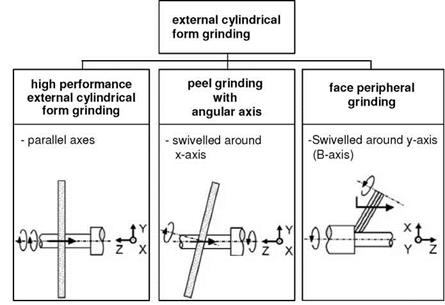
Fig. 6-44 shows different component contours producible with external cylindrical form grinding. When machining cylindrical contours with a grinding wheel profile that is also cylindrical, with a corresponding choice of parameters, one element of the workpiece surface can be ground several times. With multiple
grindings, no more material removal takes place in the rear area of the grinding wheel, and the described effect of spark-out with smoothing of the roughness peaks begins. High over-grinding numbers lead to improved surface quality [WUEN92].
By means of NC-controlled feed movement, plane shoulders, bevels or con — cave/convex shapes can be manufactured with one grinding wheel profile. When machining concave or convex profiles, there is usually a very small contact surface between the grinding wheel and the workpiece. Since, as a consequence, high over-grinding numbers cannot be reached by a spark-out zone in these areas, the feed must be reduced correspondingly (Fig. 6-45). By reducing the feed in these areas, the flexibility of the method is “bought” by reducing the material removal rate.
![]()
 |
cylinder