
External cylindrical grinding is primarily used for machining rotation-symmetrical workpiece contours and is subdivided by the type of workpiece positioning and main feed directions (Fig. 6-34).
|
Fig. 6-34. External cylindrical peripheral grinding |
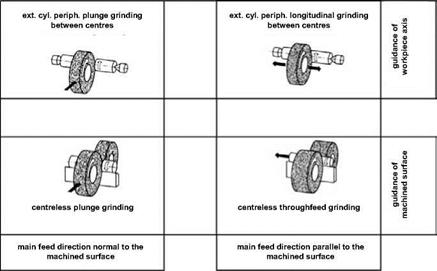
In the case of external cylindrical grinding between centres, the workpiece is clamped in frontal centring components and impelled by means of a workpiece driver. If only small tangential forces appear during grinding, as it is the case for external cylindrical peripheral plunge grinding, then the drive can also occur in a frictionally engaging manner by means of a frontal driver. In centreless grinding on the other hand, the workpiece is positioned on its circumference and driven by the grinding or control wheel. Whether the primary feed directions are orthogonal or tangential to the surface produced is the distinguishing characteristic between external cylindrical peripheral plunge and longitudinal grinding.