
The depth of dressing cut aed is used for stationary dressing tools and diamond form rollers. It acts directly upon the dressing chip thickness. At higher depths of cut, the initial effective surface roughness of the grinding wheel increases along with the dressing forces.
For dressing cBN and diamond grinding wheels, which are highly resistant to wear, in comparison to conventional grain types, markedly smaller depths of dressing cut aed are utilised. The most important reason for this, besides high grinding wheel cost, is the high amount of stress on the dressing tool when dressing such grinding wheels. Thus, when dressing superabrasive grinding wheels with diamond form rollers, depths of dressing cut of aed = 5 pm are recommended.
Dressing with a small depth of dressing cut aed leads to a grinding wheel topography with a low effective surface roughness [SCHU96]. The larger amount of bond on the grinding wheel surface results in a higher grinding normal force directly after dressing. A larger depth of dressing cut aed generally leads to a shorter run-in grinding process with smaller grinding forces.
For profiling with a diamond form roller, we distinguish between a pressing and a pulling cut as a function of the cutting direction and the resultant stress on the dressing tool, Fig. 6-22. The dressing cut is designated as pulling if the angle between the dressing roller radius and the dressing feed direction is smaller than or equal to 90°. A pressing dressing cut results when the angle is larger than 90° [SCHU96].
|
Fig. 6-22. Engagement kinematics in both pressing and pulling dressing cuts [SCHU96]. |
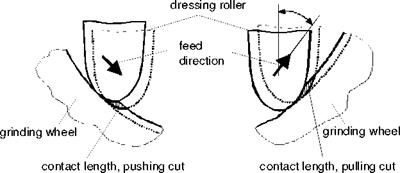
Chip removal functions differently in both of these engagement conditions. At equal path speeds, there are higher local cutting depths in the pulling cut with a correspondingly high load on the dressing roller. From this there results a higher amount of dressing roller wear in the pulling cut. The dressing form roller wears irregularly along its profile, since, on the one hand, the stresses between pulling and pressing cuts are different and, on the other hand, the working point migrates on the form roller profile.