
Setting back the bond is designated as sharpening. After profiling with diamond dressing tools, the wheel surface can be significantly flattened, leaving insufficient chip space for swarf and cooling lubricant transport in the grinding process (Fig.
6- 8. above). The sharpening process sets the bond back and thus creates the desired chip space (Fig. 6-8 below).
The sharpening process can take place directly after or during profiling or parallel to grinding. Conventional abrasives can be utilized in the process, either bonded in blocks or wheels or freely as a high-pressure jet aimed on the grinding wheel. A loose abrasive medium between the grinding wheel and a steel roller can also be used for sharpening. For sharpening metal-bonded diamond and cBN grinding wheels, chemical, electrochemical and spark-erosive methods are also employed. A simultaneous sharpening during profiling reduces dressing tool wear caused by the pressure and temperature stress resulting from simultaneous separation of grain and bond.
By choosing various sharpening conditions, different grinding wheel topographies can be produced.
Block Sharpening
Block sharpening, in which a sharpening block is fed radially to the grinding wheel, is the most common sharpening method (Fig. 6-9, left). While in small — batch production the grinding wheel is machined with a manually applied sharpening stone, firm clamping and a mechanical sharpening block feeding device is particularly necessary for peripheral grinding wheels in large-batch production.
The specific sharpening material removal volume V’Sb and the specific material removal rate Q’Sb in relation to the grinding wheel width, as the prevalent variables of the block sharpening process, should be devised such that there is an optimal grain protrusion for the subsequent grinding procedure [KOEN84, SCHL82, STUF96].
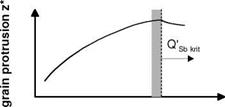
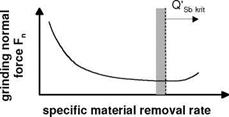
The specific sharpening material removal rate V’Sb results from the height of the shaIn the case of sharpening material removal rates that are too small, only small chip spaces open up in the grinding wheel layer and the grain protrusion is insufficient (Fig. 6-10, above) [SCHL82]. Cutting edge numbers on the grinding wheel circumference are correspondingly high, since only a few grains are loosened or liberated from the bond. Such a condition is expressed by the inflated grinding forces, especially at the beginning of the grinding operation (Fig. 6-10, below).
Only during the grinding process, the bond material of the grinding wheel is set back far enough by the chips that the chip space necessary to accommodate the accumulating swarf is created. Sharpening material removal rates that are too high can lead to an uneconomically high amount of grinding wheel wear.
|
|
|
in sharpening Q’Sb Fig. 6-10. The influence of the sharpening material removal rate on the grain protrusion and the grinding normal forces |
The required sharpening block material removal is reached when a quasistationary sharpening process sets in. At the beginning of the sharpening process, larger proportions of bond are machined. The thus initially high sharpening forces drop in the course of sharpening in a sequence of continual exposure of new grits. If the sharpening process has reached a stationary state, no further increase of the grain protrusion will take place (Fig. 6-11). Feeding the sharpening stone beyond this optimal infeed amount is not necessary [STUF96].
 |
specific material removal in sharpening V’Sb

 Fig. 6-12 left shows a cBN grinding wheel that, after the shape-giving profiling process, is not capable of grinding. The middle row illustrates a grinding wheel surface that is attained after a block sharpening process with comparatively mild sharpening conditions. The grits project with their cutting edges beyond the bond and are supported from behind by a bond backing that provides them a foothold during grinding.
Fig. 6-12 left shows a cBN grinding wheel that, after the shape-giving profiling process, is not capable of grinding. The middle row illustrates a grinding wheel surface that is attained after a block sharpening process with comparatively mild sharpening conditions. The grits project with their cutting edges beyond the bond and are supported from behind by a bond backing that provides them a foothold during grinding.
The right row illustrates the surface section of a grinding wheel which, for comparison, was sharpened with about double the feed rate vfSb and three times the corundum block volume V’sb. The bond in the direct vicinity of the grain is set back more, since the corundum particles dam up in front of the cBN grain and flow around its sides. This leads to an excessive weakening of the hold of the cBN grains in the bond, so that they fall out increasingly under the cutting force load. The loss of grain is expressed by an initially excessive wear of the grinding wheel. This high initial wear can be almost completely avoided by suitable sharpening conditions.
grinding wheel : B 252 KSS 10JA V240
dressing tool : diamond roller
sharpening block height : hSb = 25 тт cutting speed : vc = 90 m/s
![]()
wheel
Fig. 6-12. Sharpening a cBN grinding wheel
Jet Sharpening
The principle of jet sharpening is illustrated in Fig. 6-9, right. A mixture of abrasive material, air and a medium (usually cooling lubricant) strikes against the
grinding wheel layer under high pressure. A suitable jet angle of the hard steel nozzle is determined from the direction of rotation and cutting speed of the grinding wheel and from the exit speed of the sharpening jet. At unequal jet intensity across the width of the grinding wheel, the use of several fixed nozzles beside one another or one nozzle with lateral feed is required. Important parameters for jet sharpening are the volume and mass flow of the abrasive medium and the sharpening time that defines the supplied sharpening material volume.