
The successfulness of the cooling lubricant chosen for a machining task depends upon its proper treatment. For this, constant inspection of the chemical, physical and biological properties of the cooling lubricant is required. Based on the results gained from monitoring the lubricant, necessary maintenance arrangements can be induced. The type and extent of supervision depends on the cooling lubricant used.
Hue is already a partial indication of the state of oils. This is determined by a comparison with coloured glasses and allows us to infer the degree of contamination and the state of use. Solid foreign materials are insoluble foreign impurities that are identified by filtering. At high concentrations or sizes, they can interfere with the machining processes and diminish the workpiece’s surface quality.
Density and viscosity are easy to determine with the right measuring instruments. An alteration of these quantities can be attributed to either a grogging of the oil or to an undesired admixture of a foreign fluid. After a long service life, oils have to be checked for their pollutant concentrations, whereby an increased amount of polycyclic aromatic hydrocarbons (PAH) in particular brings the oil’s use to an end [WIES92].
Supervision measures are much more extensive in the case of emulsions. They have to be monitored regularly, depending on the atmospheric conditions sometimes even daily. Appearance and smell allow for only a general, subjective evaluation. Instead, there is a whole series of quantitative supervision criteria to be taken into consideration of the emulsion’s essential attributes during operation (Fig. 5-12).
Oil concentration is primarily responsible for lubrication and preventing corrosion. Depending on the marginal conditions, there can be an increase the oil or water phase. A lowering of oil concentration facilitates microbial attack and diminishes the emulsion’s lubrication properties. If the concentration is to high on the other hand, this endangers its stability, and the cooling capacity is lowered. Moreover, more cases of skin irritation are to be expected among the operating personnel. For this reason, the oil concentration should be constantly regulated by separating the emulsion in a test flask (DIN 51 368) or with the help of a refractometer. With the refractometer, the refraction angle, which is contingent on the oil content, is used to ascertain the amount of oil in the emulsion.
pH is an important criterion in the evaluation of the emulsion. Eventual evaporation of water and corresponding increase in concentration can cause an increase in the pH value. However, lowering of the pH value is much more common, for which there are various possible causes, like lowered concentration. Acidifiers introduced during operation, such as iron chips and salts, lead to a lowering of the pH. A third possibility which should be mentioned is of a large microbial infestation. The pH value is determined by means of an electronic pH meter or indicator paper [N. N.92a].
|
pH-value check |
||
|
Limit value: 7 < pH < 9 |
Monitoring interval: weekly |
|
|
Checked by pH meter or indicator paper |
 |
Fig. 5-12. Monitoring methods with emulsions
The problematic nature of nitrite has already been discussed in the context of the used water. Thus, the nitrite content must also be determined regularly, which can be performed with nitrite testing rods. If the limit of 20 ppm is exceeding in the measurement, a NDELA determination is necessary. In the case of more than 5 ppm N-nitrosodiethanolamine, the coolant emulsion must be disposed of.
Since an excessive increase in the biological count (the number of various microorganisms per ml) is a significant cause for emulsion failure, supervision of the biological count is an essential method in monitoring the cooling lubricant. For supervising biological count, the Dip-Slide-Test has found widespread use. In the Dip-Slide-Test, a slide coated with nutrient media is dipped into the cooling lubri
cant and then incubated for 48 hours at 27 to 30 °C. The microbial population is then compared with test images (Fig. 5-12).
 The Herbert test, standardised in DIN 51 360, has proved effective for examining corrosion properties. About 2 g milling swarfs is placed in one layer on a casting plate and wetted with about 2 cm3 of the emulsion to be tested. After a reaction time of 24 h in a neutral atmosphere (ideally in a desiccator), swarf and emulsion are wiped from the casting plate. If traces of rust are found, they can be attributed to corrosion properties.
The Herbert test, standardised in DIN 51 360, has proved effective for examining corrosion properties. About 2 g milling swarfs is placed in one layer on a casting plate and wetted with about 2 cm3 of the emulsion to be tested. After a reaction time of 24 h in a neutral atmosphere (ideally in a desiccator), swarf and emulsion are wiped from the casting plate. If traces of rust are found, they can be attributed to corrosion properties.
Monitoring and correcting the emulsions alone is not a sufficient means for maintaining the cooling lubricant. For a smooth order of events in the entire machining process, purifying the cooling fluid is imperative. The necessary preciseness depends on the type of machining task at hand.
 |
 |
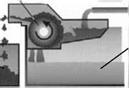
As it is shown in Fig. 5-13, belt filters, magnetic separators, separators and hydrocyclones are used in coolant purifying plants.
Fig. 5-13. Coolant purifying plant
By filtering the cooling lubricant, a predetermined degree of purity is obtainable according to the type and fineness of the filter material. The filter particle pile which builds up captures increasingly fine particles as time goes on. In order to avoid premature clogging, the filter material chosen should thus not be finer than necessary. In the case of the belt filter shown in Fig. 5-13, the fluid gets backed up as soon as the filter belt clogs. This activates the float of a feed shifter, and the filter and the conveyor belt continue to a determined extent. Types of filters range from simple strainer baskets to belt filters to vacuum, pressure and pre-coated fil
ters equipped with various elements [KNOB70, TRIE74]. Because of their defined properties, filters are generally widespread.
Magnetic separators are advantageous with respect to bacterial attack in the cooling lubricant, since an immediate and continual separation of the chips from the cooling lubricant is guaranteed. But since generally only ferromagnetic particles are captured — and only those which actually reach the force fields of the magnets — continuously or discontinuously working magnetic separators are only used successfully with relatively coarse grinding.
In the case of centrifugation, centrifugal force is used to purify the cooling fluid. Centrifuges can be built much more compactly than settling tanks. For this method of purification, we distinguish between two basic principles: hydrocyclones and separators.
Hydrocyclones are advantageous because of their efficient construction size and minimal maintenance costs. The contaminated fluid arrives with excess pressure tangentially at the cyclone. Foreign particles are propelled against the cyclone wall in the primary vortex and exit together with a small amount of the cooling lubricant from the underflow. Because of the funnel-shaped construction of the hydrocyclone, the emulsion rises with an excess pressure of about 0.5 bar without an intermediary pump directly into the collecting basin [KNOB70, N. N.80]. With increasing viscosity, the separating effect decreases considerably, so that the use of hydrocyclones is essentially limited to purifying emulsions. Moreover, hydrocyclones promote the formation of foam in water-miscible coolants appreciably in comparison to other cleaning instruments.
The danger of clogging in the hydrocyclone underflow is especially present when purifying cooling lubricants for flat grinding processes, since so-called “grinding wool” forms easily in these processes. Hydrocyclones separate especially light solids from contaminated cooling lubricants (e. g. graphite in grey cast iron machining) insufficiently. Residues flow over to the secondary vortex because of their light weight and thus reach the collecting basin.
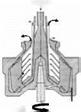
Fig. 5-13 shows in cross-section the operating principle of a discontinuously working separator. The product to be centrifuged, in this case an oil or an emulsion, flows through the inlet into the rotating drum. In the disc stack, there is a physical separation into light and heavy fluid phases by means of centrifugal force. With a suitable selection of disc stack and rotational frequency, the emulsion is preserved as a chemically stable mixture [DUSE89]. Both fluid phases flow out separately. The purified emulsion leaves the separator at the outer capturing cover, foreign oil and fat at the inner cover. The separated solid collects in the solid chamber and is extracted manually by a removable lifting sheet. Since separation in emulsion treatment produces the three components
• purified emulsion,
• foreign oils, fats and
• solid matter,
solids and foreign oils can be isolated with separators in one operational step.
Even optimally maintained cooling lubricants reach the end of their service life after a certain amount of time and must be disposed of. For environmentally tolerated disposal, legal constraints must be observed. These have often been made stricter in the past years. This has raised disposal costs to a level which is now hardly insignificant.
Despite the relatively large amount of water in emulsions or solutions (over 90 %), oils and other active agents must be filtered out before the aqueous phase can be, for example, diverted to public water channels. If there is a sufficient amount of emulsions or solutions that must be constantly disposed of, it can be more economical to form proprietary water treatment plants. For this, chemical, thermal and mechanical methods are available for cooling lubricant disposal.
In the chemical method, the emulsion is first separated of the acids and salts by adding electrolytes. The oil phase is thus isolated, and the residual oil still remaining in the water are bonded adsorptively to metal hydroxides or silicic acid preparations. However, chemical methods entail further stress because of the required chemicals and the accruing sludge [VDI94].
The principle of all thermal methods is identical. The water is vaporised by heat and captured in a second container as a condensate. The oils — together with emulsifiers and other components containing mineral oil, like rust inhibitors and salts — remain as residue in the first container. Vacuum distillation produces good quality water, which has to do with the fact that neither chemicals nor other additives are necessary for vaporisation. A further advantage of vaporisation is the heat treatment carried out in the process. By heating up the distillate, it is sterilised and can be used again, for example, as the basis for new emulsions.
Among mechanically operating techniques, especially ultrafiltration is noteworthy. This disposal method separates the oil extraordinarily cleanly and is considered highly economical [NEES87, VDI94]. In this method, the cooling lubricant is directed past a semi-permeable filter surface under pressure with high flow speed. The filter membranes consist of organic (cellulose acetate) or inorganic substances and can be applied as components in capillary, tube or plate form.
Depending on execution and purpose, the pore radii of the filter layer are in the range of 5 to 10 |im. Water, dissolved salts and smaller organic molecules penetrate the filter membrane, while higher-molecular weight substances like emulsified mineral oil, fats and solids are held back. The residue, consisting primarily of oil, can be separated after further treatment into an oil-lacking and an oil-rich layer, whereby the latter is destined for incineration, though a second refining is preferable [BROE78, VDI94, VOLP79].
There are basically two possible ways to dispose of used grinding oils: they are either burned or undergo recycling by means of refining. Which of the two ways is chosen depends on the composition of the oil.
A further product which must be disposed of is the grinding sludge produced during machining, which must be treated correspondingly for disposal. When using oil as a coolant, the first step in grinding sludge treatment or disposal has to be removing the oil, since the oil in the sludge can make up more than 50 %. Direct disposal in an incinerator or landfill is to be avoided, since in both cases no value is added and both the oil and the metal contained in the sludge are lost.
Two methods for reclaiming both phases are oil-removal with solvents and vacuum distillation. When solvents are used, the cleaning agent releases the oil from the grinding sludge and binds it to itself. The mixture of cleaning agent and oil enters the distillation chamber and the two are there again separated. The evaporated cleaning agent is condensed in the attached condenser and then led back to the collecting basin.
The essential advantage of vacuum distillation is that both phases can be separated without the use of solvents. The grinding sludge is supplied to the dry container in batch quantities with the help of a screw-conveyor. In the dry container, the system is evacuated with a vacuum pump. In the distillation process, first the water is vaporised. Then, at about 250 °C, the oil and solid phases are separated. The oil phase is supplied to a collecting tank by means of a condenser.