
4.6.1 Construction and Structure
The specific properties of these materials, adapted to the respective field of application, are essentially contingent on chemical composition, possible cold forming and the heat treatment method. Corresponding to their most important alloying elements, nickel-based alloys can be subdivided into the following main groups [DIN42, DIN43, DIN44, DIN45, EVER71]:
I. nickel-copper alloys,
II. nickel-molybdenum alloys and nickel-chrome-molybdenum alloys,
III. nickel-iron-chrome alloys,
IV. nickel-chrome-iron alloys and
V. nickel-chrome-cobalt alloys.
The particular alloying elements help improve the strength of the material by forming mixed crystals (Cr, Co, Mo, W, Ta), intermetallic phases (Al, Ti, Nb) or carbides (Cr, Al, Ti, Mo, W, Ta, C) [VOLK70]. Nickel-based alloys of group II as a rule cannot be hardened due to their chemical composition. They get their strength from their chemical composition (mixed crystal and carbide formation) and the degree of cold forming. On the other hand, alloys from the remaining main groups are indeed hardenable with fitting aluminium and/or titanium additives. In this case, the desired strength properties are obtained by means of a corresponding heat treatment (solution heat treatment followed by precipitation hardening), whereby hard particles (intermetallic phases and carbides) are precipitated in the basic matrix [BETT74, KIRK76, VOLK70].
With respect to microstructures, a subdivision of nickel-based alloys into forging and cast alloys is also possible. Generally, forging alloys denote metallic materials that can be formed by a deformation method (rolling, forging, pressing etc.) [N. N.00]. Machining is often difficult with these materials, since forging alloys tend to “smear”. Their strength properties are determined to a decisive extent by precipitation hardening. It includes carbidic and boridic phases in particular. A typical representative of nickel-based alloys is the material INCONEL 718 (Fig. 413 a).
|
Fig. 4-13. Typical microstructures of various nickel-based alloys. (a) a forging alloy, b) a conventionally solidified polycrystalline cast alloys, c) a directionally solidified cast alloy, d) a monocrystalline cast alloy) |
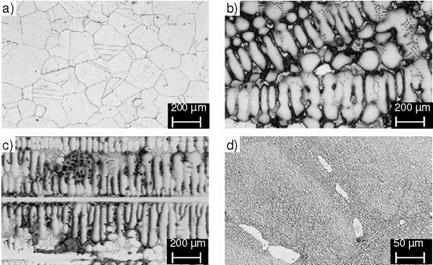
In the case of cast alloys we can distinguish in turn between conventionally globular and directionally solidified as well as monocrystalline materials. The weaknesses of conventionally congealed globular cast alloys (Fig. 4-13 b) are the numerous grain boundaries, especially those oriented transversely to the direction of strain, which lowers the material’s resistance to slow strain rate deformation. In the case of directionally solidified materials (Fig. 4-13 c), individual grain boundaries are reduced and material strength is increased by aligning the grain boundaries in the primary direction of strain. However, since these grain boundaries too represent weaknesses, contemporary developments in casting methods are aiming to produce materials devoid of grain boundaries, i. e. monocrystalline materials (Fig. 4-13 d). For example, many new large engines today have monocrystalline blades in the high-pressure stage, which are manufactured by precision casting [DONN88, GERS97].
As a rule, precision casting is followed by heat treatment. This consists of a solution heat treatment for homogenisation of the structure and a subsequent precipitation hardening phase, in which the intermetallic у’-phase is precipitated.