The amount, form and arrangement of the structural elements and thus the mechanical properties of steel can be adjusted to the requirements at hand by means of a defined heat treatment. Heat treatment is understood as a process in the course of which a workpiece or a workpiece section is exposed to defined temperature sequences and, if necessary, additional physical and/or chemical influences in order to reach the desired composition and properties.
There are three basic types of heat treatment [DIN75]:
• Establishing an even grain structure in the entire cross-section, which to a great extent is in a state of thermodynamic equilibrium (e. g. annealing structures) or in thermodynamic disequilibrium (e. g. pearlite, bainite, martensite).
• Establishing a hardened structure that is restricted to smaller areas of the crosssection at unaltered chemical composition (in particular: surface layer tempering).
• Establishing surface structures as a result of changing the chemical composition (carburising, case-hardening).
The following heat treatments are available, with which, depending on the chemical composition of the steel material, not only the mechanical properties, but also machinability (e. g. with reference to chip formation) and tool wear can be influenced.
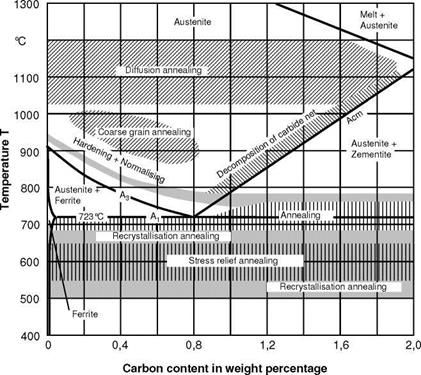
However, selection of a particular heat treatment method normally takes place in accordance with the required tool component properties. Fig. 4-3 shows the temperature ranges of different heat treatments.
Diffusion Annealing
Diffusion annealing creates a balance of crystal segregations and concentration differences of crystals which are directly adjoining.
Normalising
By means of normalising (N), a nearly even and fine-grained structure, the ma — chinability of which is determined, depending on carbon content, by the predominant structural component, either ferrite or pearlite [SCHU78].
|
Fig. 4-3. Partial iron-carbon with heat treatment range data |