
The binding agent makes the connection between the abrasive carrier medium and the abrasive grit and simultaneously braces the particular grits against each other. In order to achieve satisfactory grit adhesion, the binder consists of two layers applied one after the other. Firstly, the prepared backing material is furnished with the basic bond (primary layer). After grit application, the covering bond (secondary layer) is applied (Fig. 3-23).
Fundamentally, we differentiate between natural hide glue and synthetic resins and lacquers as binding agents. The advantage of hide glue is that it forms a gel during cooling. This gel becomes hard quickly and fixes the grit immediately after its application. Further properties of hide glue are its good adhesion to the carrier material, simple drying and good elasticity as a result of its hydrophilic character [BUES67]. Pure hide glue bonds have comparably the lowest strength values and are used wherever low process forces appear.
The disadvantage of natural glue is its low heat consistency, which leads to bond softening at high grinding temperatures. Tools bonded with semi-artificial resin consist of a basic bond made of hide glue and of a covering bond made up of a synthetic resin coating. These abrasive papers or fabrics are universally applicable. Moreover, the elastic basic bond of hide glue provides flexibility in conjunction with the resistant synthetic resin covering bond so that these qualities are suited to surface treatment of shaped tools. Abrasive tools with completely synthetic resin bonds facilitate high chip removal rates. In this case, both the basic
and the covering bonds consist of synthetic resin. This comparatively hard bond creates a firm bond between the backing material and the grit and grants the latter the ability to sustain even large cutting forces without grit break-out.
Lacquers as synthetic binding agents have been in use for a long time in the manufacture of waterproof paper as well as for waterproof fabrics utilised in the wet grinding of steel, glass ceramics, natural and artificial resins and plastics.





 Pure hide glue
Pure hide glue
• fine surfaces
• cheap
Semi-artificial resin (compared to hide glue)
• better bond strength
• higher material removal rate
• higher thermal stability
(compared to resin bonds)
• more flexible
Synthetic resin bonds
• good thermal stability
• water resistant
• high bond strength
Fig. 3-23. Comparison of various types of bonds
In order for coated abrasives to do justice to the highest demands with respect to performance, synthetic resin bonds have been developed that have the following properties:
• good adhesion between the foundation and the grit,
• high mechanical and thermal strength and
• insensitivity to cooling lubricants [BUES67].
Fillings with finely pulverised organic materials serve in both bond groups to increase heat resistance, to adjust the flow behaviour and to increase strength. In constructing the bond layer, basically three combinations have been successful, natural glue as well as partially and fully synthetic resin bonds (Fig. 3-23).
Longitudinal and Cross Flexing Tripled crossing of the cracking planes

![]()
![]()
![]()
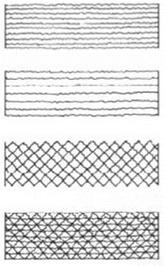 Besides the backing material, the rigidity of the covering layer determines to a decisive extent the abrasive belt’s ability to conform to workpiece profiles. In order to able to use binders that are highly resilient, but less flexible, even in free form grinding, the belts are flexed. Flexing is understood as a targeted breaking of the abrasive grit bond in order to prevent an arbitrary grit break-out during grinding due to constantly changing pressure and bending stresses.
Besides the backing material, the rigidity of the covering layer determines to a decisive extent the abrasive belt’s ability to conform to workpiece profiles. In order to able to use binders that are highly resilient, but less flexible, even in free form grinding, the belts are flexed. Flexing is understood as a targeted breaking of the abrasive grit bond in order to prevent an arbitrary grit break-out during grinding due to constantly changing pressure and bending stresses.
Fig. 3-24 shows the cracking planes for various flexing methods.