
Nonporous superabrasive cannot, in general, be dressed with diamond tooling. Truing can be performed for some softer CBN bonds, such as resin, using diamond nibs or rotary diamond traversing discs, but, in general, most wheels are trued and conditioned using conventional abrasive blocks or wheels. In the case of diamond, this can sometimes be completed in one operation to be effectively a dress process. Otherwise, two separate grades of conventional abrasive are chosen: the first is with a comparable or larger grit size to true the wheel, the second with a grit size half that of the superabrasive to condition the wheel by eroding the bond only. The processes can be carried out wet or dry and, in general, coolant is used only if used in grinding.
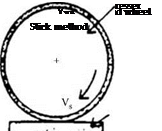
In its simplest form, the dressing arrangement is simply to infeed dressing sticks into the wheel (cylindrical or cutter grind applications) or pass the wheel over the block (surface grind applications). Alternatively, a mechanical or electrical brake truer device is used (Figure 7.41).
 |
|
FIGURE 7.41 Conditioning processes with abrasive stick and wheel. (From Inasaki 1989. With permission.)
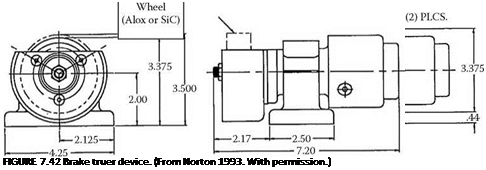 |
On the simpler mechanical version, the dressing wheel is driven by the grinding wheel. The brake truer contains a set of weights that move out centrifugally as the rotational speed increases until they brake by making contact with the inner wall of the unit. This allows a speed differential to be maintained between dressing and grinding wheel (Figure 7.42). The electric version merely has an a. c. motor instead to regulate speed and is used for small, thin, or fine-mesh wheels that provide insufficient torque to drive the mechanical version. When using the brake truer, infeed rates can start up to 50 to 75 pm/pass at 2 m/min for roughing depending on the wheel grade before bringing the infeed amounts down for final flatness.
|
TABLE 7.7 Recommended Dressing Wheel Grades for Truing with Brake Truer Devices
Source: Compiled from several sources, especially Diamant Boart America [1991]. |
Traditional dressing, truing, and conditioning grades of stones for both diamond and CBN resin wheels are given in Table 7.7. Also, recent developments in engineered ceramic grains indicate much higher removal rates and, hence, shorter dress times for both truing and conditioning may be achievable using these grains in conditioning wheels and blocks. However, this has not yet been well documented.
Dressing of diamond wheels over 300 mm in diameter can be especially time consuming. One method to reduce dress time for cylindrical grinding applications is to use the work drive as a dresser motor and mount the dresser wheel in a fixture or arbor driven between centers. The diamond wheel speed should be about 25 m/s while the dresser wheel should be at one third this speed running unidirectional. Traverse rates should be about 0.1 m/min with infeed depths of 15 to 25 pm. After truing with a SiC wheel, the diamond surface should be conditioned with white alox sticks.
 |
Stick sharpening time Stick infeed amount
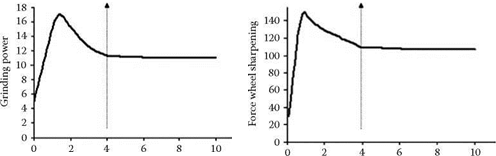
FIGURE 7.43 Optimization of stick dressing by monitoring stick pressure and initial grinding forces.
There was considerable interest and research into stick infeed methods for conditioning cylindrical CBN wheels in the 1980s and early 1990s prior to the optimization of vitrified CBN rotary truing methods and establishment of functional grinding parameters for high-production grinding. For example, Juchem [1993] reported data conditioning resin-bonded CBN with white alumina sticks. At a constant infeed rate, it was found that the initial grinding force after dress increased initially with dress time, then fell to a steady-state value. Optimal dress conditions with the minimum of wheel wear occurred when the forces just reach this steady-state condition. At this point, the bond was optimally eroded without overexposing the abrasive grains (Figure 7.43).
Materials for conditioning wheels are not limited to conventional abrasives. Soft mild steel and molybdenum are both used in thrufeed centerless grinding for conditioning resin diamond wheels. The material is fed as bars through the grinder generating long stringy chips that erode the resin matrix.
An alternative is to treat the surface of the wheel with slurry containing loose abrasive grain. Several systems exist where the surface is blasted directly with a high-pressure slurry jet [Kataoka et al. 1992] or fed between a steel roll and a wheel [Hanard 1985].
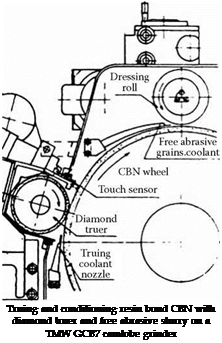
The first CBN cam grinders used resin CBN wheels (Figure 7.44), which were trued with a rotary diamond and then conditioned with either an alumina stick (Fortuna) or with slurry fed between the wheel and a crush roll (TMW). The process was extremely cost effective from the aspect of abrasive cost/part. The only problem was the conditioning process because it was hard to control relative to the simpler dressing process required with the vitrified CBN wheel technology that superseded it [Renaud and Hitchiner 1991].
Conditioning with the correct block grade produces a very well-exposed abrasive wheel surface, and even for vitrified CBN this can be greater than by simply rotary diamond dressing. One area this is critical for is low stock removal applications such as finish double-disc grinding [Hitchiner et al. 2001] Chen describes how to open up a vitrified CBN wheel surface by grinding and “touch dressing” and how to avoid the problem of closing up the wheel surface by dressing too deep [Chen, Rowe, and Cai 2002]. Problems experienced when dressing techniques for conventional vitrified abrasive are employed for vitrified CBN include: high grinding forces, rapid consumption of the abrasive layer, poor grinding results, and shortened redress life.
Koyo Machine offers a range of vertical spindle double-disc grinders designed specifically around the use of superabrasive wheels for finish grinding of tight tolerance components for, for example, the fuel injection, hydraulic pump, gear, and ceramics industries. Double-disc grinding is characterized by low chip loads and high normal forces due to the high contact area of the wheels. Consequently, with CBN there is little grit pullout and fracturing or bond erosion and the abrasive grains glaze giving progressively lower finishes and higher forces until either flatness is lost or
 |
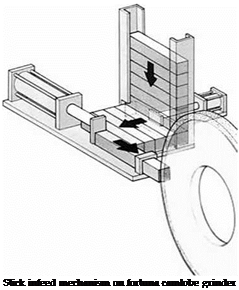 |
FIGURE 7.44 Examples of conditioning processes on early cubic boron nitride-capable camlobe grinders.
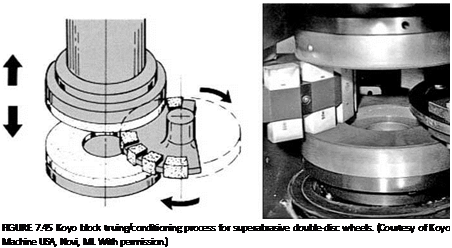 |
burn occurs. The more exposed the abrasive the longer the time between dresses. The machines, therefore, use a rotary block dressing method where white alumina blocks are passed between the wheels. This also makes the machines flexible to use resin, even metal, as well as vitrified bond wheels. (See Figure 7.45.)
Brinksmeier and Qinar. 1995. “Characterization of Dressing Processes by Determination of the Collision Number of the Abrasive Grits.” Ann. CIRP 44, 1, 299-304.
Carius, A. C. 1984. “Preliminaries to Success — Preparation of Grinding Wheels Containing CBN.” SME Technical Paper MR84-547.
Chen, X. 1995. Strategy for Selection of Grinding Wheel Dressing Conditions. John Moores University, Liverpool, U. K.
Chen, X., Rowe, W. B., and Cai, R. 2002. “Precision Grinding Using CBN Wheels.” Int. J. Mach. Tools & Manuf. 42, 585-593.
Decker, D. B. 1993. “Truing and Dressing Grinding Wheels with Rotary Dressers.” Finer Points 5, 4, 6-10.
Diamant Boart America. 1991. “5214 Universal Truing and Dressing Unit—Instruction and Operation Manual.”
Dittel, W. 1996. “Acoustic Control Systems.” Trade brochure, Walter Dittel GmbH.
Dr. Kaiser n. d. “High-Precision Diamond Profile Rolls.” Trade brochure.
Edwards, D. 1987. “Dressing for CBN.” Modern Machine Shop SMD 81-593.
Engis Corporation. 1996. “Superabrasive.” Trade catalog. Engis Corporation.
Fortuna. 1991. “Automated Camshaft Grinding.” Trade brochure. Werke.
Hanard, M. R. 1985. “Production Grinding of Cam Lobes with CBN.” SME Conference Proceedings. “Superabrasives ’85,” pp. 4-1-4-11.
Hitchiner, M. P. 1997. “Camshaft Lobe Grinding and the Development of Vitrified CBN Technology.” Abrasives Mag. Aug/Sept, pp. 12-18.
Hitchiner, M. P. 1998. “Dressing of Vitrified CBN Wheels for Production Grinding.” Ultrahard Materials Technical Conference. May 28, 1998, Windsor, Ont.
Hitchiner, M. P. 1999. “Grinding of Aerospace Alloys with Vitrified CBN.” Abrasives Mag. Dec/Jan, pp. 25-35.
Hitchiner, M. P., Willey, B., and Ardelt, A. 2001. “Developments in Flat Grinding with Superabrasives.” Precision Grinding & Finishing in the Global Economy — 2001 Conf Proc. Gorham 11/1/2001, Oak Brook, IL.
Inasaki, I. 1989. “Dressing of Resinoid Bonded Diamond Grinding Wheels.” Ann. CIRP 38, 1, 315-318.
Ishikawa, T. and Kumar, K. 1991. “Conditioning of Vitrified CBN Superabrasive Wheels.” Superabrasives ’91 Conference Proceedings SME. June 11-13, Chicago.
Jakobuss, M. and Webster, J. 1996. “Optimizing the Truing and Dressing of Vitrified-Bond CBN Grinding Wheels.” Abrasives Mag. Aug/Sept, p. 23.
Juchem, H. O. 1993. “Conditioning of Ultrahard Abrasive Grinding Tools.” Finer Points 5, 4, 21-27.
Kataoka, S. et al. 1992. “Dressing Method and Apparatus for Super Abrasive Grinding Wheel.” U. S. Patent 5,168,671. 12/8/1992.
Marinescu, I., Rowe, W. B., Dimitrov, B., and Inasaki, I. 2004. “Tribology of Abrasive Machining Processes.” William Andrew Publishing, Norwich, New York.
Mindek, R. 1992. “Improved Rotary Disc Truing of Hot-Pressed CBN Grinding Wheels.” MSc thesis, University of Connecticut.
Noritake. n. d. “LL-Dresser.” Trade brochure.
Norton, Abrasives 1993. “Superabrasive Truing and Dressing Devices.” Catalog 118.
Pahlitzsch, G. and Schmidt, R. 1969. “Wirkung von Korngrosse und — konzentration beim Abrichten von Schleifscheiben mit diamantbestucken Rollen.” wt-Zeitschrift fur industrielle Fertigung, 59, Jahrgang, Heft 4 Seite 158-161.
Pricken, W. 1999. “Dressing of Vitrified Bond Wheels with CVDRESS and MONODRESS.” IDR 3, 99, 225-231.
Rappold. 2002. “Cylindrical Grinding.” Rappold — Winterthur. Trade brochure. 02/2002 #136551.00.
Renaud, W. and Hitchiner, M. P. 1991. “The Development of Camshaft Lobe Grinding with Vitrified CBN.” SME Conference Proceedings. “Superabrasives ‘91” MR91-163.
Rezeal, S. M., Pearce, T. R. A., and Howes, T. D. n. d. “Comparison of Hand-Set and Reverse Plated Diamond Rollers under Continuous Dressing Conditions.” IGT University of Bristol, U. K.
Schmitt, R. 1968. “Truing of Grinding Wheels with Diamond Studded Rollers.” Dissertation, TU Braunschweig.
Suzuki, I. 1984. “Development of Camshafts and Crankshafts Grinding Technology Using Vitrified CBN Wheels.” SME MR84-526.
Takagi, J. and Liu, M. 1996. “Fracture Characteristics of Grain Cutting Edges of CBN Wheel in Truing Operation.” J. Mater. Proc. Tech. 62, 396-402.
Torrance, A. A. and Badger, J. A. 2000. “The Relation between the Traverse Dressing of Vitrified Grinding Wheels and Their Performance.” Int. J. Machine Tools & Manuf. 40, 1787-1811.
TVMK. 1992. “Products Guide.” Toyoda Trade Brochure. Van Moppes Ltd.
TVMK. n. d. “Proposal & Creation Toyoda Van Moppoes Ltd Company Guidance.” Trade brochure.
Unicorn International. n. d. “D25 Tool Selection Guide for Anglehead Grinding Machine.” Trade brochure. Universal Superabrasives. 1994. “Diamond Dressing Tools.” Trade brochure.
Unno and Yokogawa. 1989. Patent EP 0,426,173. Toyoda. 10/31/89.
Williams, J. and Yazdzik, Y. 1993. In-Process Dressing Characteristics of Vitrified Bonded CBN Grinding Wheels.” J. Eng. Gas Turbines & Power Trans ASME 115, 1, 200-204.
WINTER. Principle and mode of operation of WINTER diamond from roller. Patent No. EP 116668. Winterthur Corporation. 1998. “Precision Grinding Wheels.” Trade brochure.
Yokogawa and Unno. 1994. “Dressing Performance of Prismatic Monocrystalline Diamond Dresser.” JSPE 60, 6, 803-807.
Yokogawa and Yonekura. 1983. “Effects of ‘Tsukidashiryo’ of Resin Bonded Borazon CBN Wheels on Grinding Performance.” Bull. JSPE 17, 2, 113-118.
![]()