
This discussion will consider first the dressing of conventional abrasive wheels with form diamond rolls. This can then be extrapolated to include vitrified CBN. The dressing process entails plunging the roll into the wheel at a fixed infeed rate in mm/min or mm/rev of wheel at a fixed crush ratio followed by a fixed dwell time. The infeed rate per rev is analogous to dress depth per pass in
|
|
|
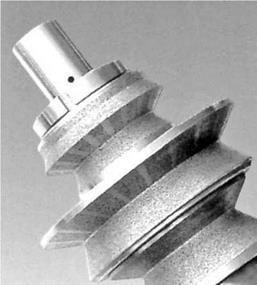
FIGURE 7.35 Three-piece diamond roll set for groove grinding. The wheel continues to plunge to lower diamond surface. |
traverse dressing. The crush ratio has a direct analogy with traverse dressing principles while the dwell time can perhaps be related to overlap factor, that is, number of turns of the wheel that the roll is in contact at the end of the infeed cycle.
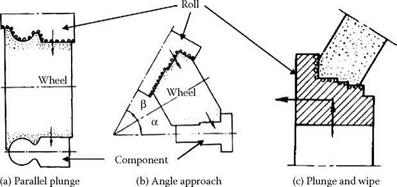
The dress infeed can be one of three configurations as shown in Figure 7.36. For the first, the axes for the roll, wheel, and workpiece are all parallel. This is the easiest for checking the form accuracy and designing the roll. However, the grind is likely to be prone to burn and corner breakdown when grinding surfaces that are perpendicular to the component axis. This can be relieved to some extent as described before by reducing diamond concentration, but is still far from ideal. The second is an angle approach: the roll axis and wheel axis are no longer parallel in order to optimize the angle of approach of the roll
|
FIGURE 7.36 Dress methods for diamond form rolls. |
|
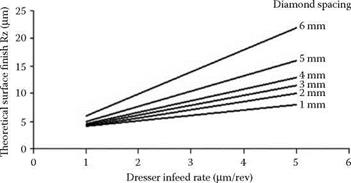
FIGURE 7.37 Theoretical surface roughness as a function of diamond spacing. |
to minimize burn. Finally, the third approach is a combination of angle approach followed by a traverse movement or “wipe.” This is usually done to minimize dressing resistance especially where the dresser spindle might otherwise be laboring. It also improves surface finish and gives longer roll life. This discussion will be focused on parallel plunge approach.
Plunge dressing may be discontinuous occurring after a given number of parts, or performed continuously throughout the grinding cycle. This is very common in surface form grinding with heavy cuts where it is known as “Continuous Dress Creep Feed” or CDCF.
• Dressing depth for form rolls. The depth of cut in plunge dressing with alox wheels is typically >5 pm/rev, which is 25 to 50% less than in most traverse dressing operations. The surface finish and cutting action are, therefore, more dependent on the design of the roll. Rezeal et al. [n. d.] presented the effect of diamond spacing on surface finish under continuous dress conditions as shown in Figure 7.37. The results illustrate that diamond spacing and dress depth both have a significant influence.
|
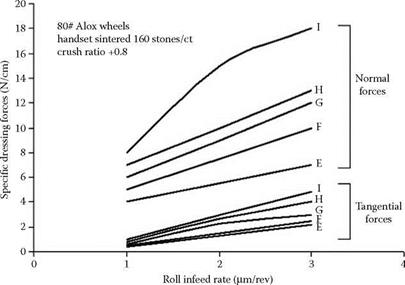
FIGURE 7.38 Forces in plunge roll dressing of alox wheels. |
|
Diamond Size |
Diamonds/Carat |
Dense |
Medium |
Sparse |
|
18/20# |
110 |
2.3 |
2.0 |
1.6 |
|
20/25# |
140 |
2.1 |
1.8 |
1.5 |
|
25/30# |
250 |
1.7 |
1.5 |
1.3 |
|
30/35# |
360 |
1.5 |
1.3 |
1.1 |
|
35/40# |
615 |
1.2 |
1.0 |
0.8 |
|
40/45# |
1,225 |
0.9 |
0.7 |
0.5 |
|
TABLE 7.6 Typical Diamond Coverage Values for Diamond Form Rolls |
|
Diamond Coverage (ct/cm2) |
 |
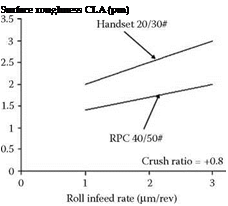 |
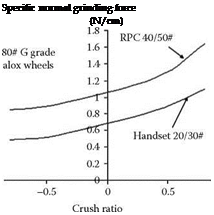
FIGURE 7.39 Effect of roll manufacturing method and diamond size on grinding forces and surface roughness.
• Infeed rate for form rolls. For a noncontinuous dress on a typical alox wheel, the infeed rate will be in the range of 0.2 to 2 pm/rev depending on the machine stiffness. After the infeed of the machine axes has been completed, there will be a programmed dwell period while the system relaxes. For a standard production grinder, this should occur within 0.5 s. Pahlitzsch and Schmidt [1969] reported that surface roughness reached a minimum value after 80 to 150 revolutions of the wheel at dwell on the roll. This provides the end user with a working range of dwell times. Excessive dwell times should be avoided to prevent premature roll wear and the development of chatter.
Available information on the plunge roll dressing of vitrified CBN wheels is sparse although growing rapidly as a production technique. The primary applications for this process are in the aerospace industry using relatively porous wheels <6 wide, and in the fuel injection and bearing industries using narrow (<1) wide wheels. In both cases, the limitations are in the machine and spindle stiffnesses.