
For RPC rolls, the coated mold is placed in a nickel-plating tank and a shell of nickel is allowed to build up around the diamond. The plating process can take up to a month in order to avoid internal stresses or gassing, and to allow the contour to be faithfully followed. After this time, a steel core is fitted using a low-temperature alloy to attach it and the mold broken open. The whole process occurs at or relatively close to room temperature, which minimizes distortion. However, the shell is thin and does not take a lot of abuse. For infiltrated rolls, the core is fitted prior to processing and a tungsten-iron-based powder is packed between the core and the diamonds. The whole is then furnaced at several hundred °C. The process is much quicker than plating, but the higher temperatures cause greater distortion and form error.
After mold break-out, the bore is ground concentric to the o. d. with ±2 pm. Depending on the required tolerances, most rolls are then lapped where necessary to correct profile errors and reinforce key areas. Modern processing methods are such that RPC rolls do not necessarily require lapping in many instances to produce the required form tolerances. Certainly the lower processing temperatures result in low distortion. Therefore the amount of and variation in lap, and hence, consistency of performance from one roll to another, is less. However, lapping, accompanied by some mechanical or chemical exposure of the diamond, is often critical to control the diamond surface density throughout the profile.
After lapping, the roll is balanced, and a coupon cut to confirm profile. Standard tolerances on profiles are typically 40% to 70% of that allowed on the component. The process is capable of 2 pm on geometrical form tolerances, ±2 pm on lengths. Angular tolerances are held to ±2 min. Tighter tolerances are achievable, down to 0.75 pm on radial profiles for the bearing industry. Tolerancing has become so tight in recent years that it is often necessary for the roll maker to buy the same model of profile inspection equipment as used by the customer in order to get correlation in inspection.
7.7.2 Infiltrated Rolls
Infiltrated rolls are used for operations requiring fast roll deliveries and for abusive applications, especially where operator skill levels are a concern. The tough tungsten-iron construction can take more impact abuse than the thin nickel shell of the reverse plated roll design. Infiltrated rolls are also used for roughing applications using sparse handset diamond patterns. The tough matrix of the infiltrated roll can better withstand erosion between the diamonds by the loosened abrasive grains. For this reason, silicon carbide wheels are most often dressed with infiltrated rolls.
|
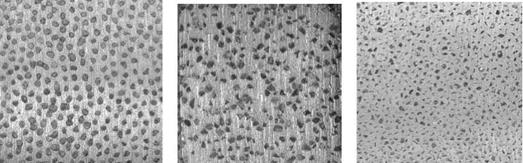
FIGURE 7.33 Surface appearance of typical diamond roll constructions. |
7.7.3 Reverse Plated Rolls
Reverse-plated rolls are used for finishing operations, for maximum roll life under good process control, and for applications with good system stiffness. Reverse-plated rolls will generally have high-density random diamond coverage to protect the matrix from erosion.
The diamond concentration can vary over the roll depending on the profile. For example, for profiles with a shallow angle to the axis of plunge where heat from rubbing is an issue, the concentration can be cut significantly in the case of handset rolls or by adding diamond-free areas (Figure 7.34). Similarly, for groove grinding, multiple roll assemblies may be used to provide diamond-free areas to eliminate burn (Figure 7.35).