
Traverse dressing of profiles, especially with the required frequency when using conventional wheels, has a major limitation: cycle time. Modern high-production, precision grinding relies on
|
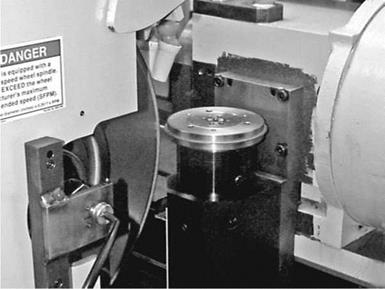
FIGURE 7.30 Cross-axis dressing on a Weldon 1632 high-speed grinder equipped with ac servoelectric dresser and wheel spindle-mounted acoustic emissions sensor. (From Weldon. With permission.) |
rapid dress times achieved by plunging a truer coated with diamond conforming to the required profile. Rotary form truers or rolls can be classified into two common categories:
• RPC rolls, or Reverse Plated Construction, produced by a precision electroforming process
• Infiltrated rolls produced by high temperature furnacing
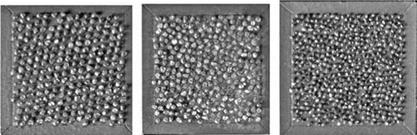
It is important that the end user understands the manufacture and properties of each type of roll in order to select the best product for the application. Usage in the market is split about 50:50 between the two. There are many general usage recommendations but there is little regarding the specifics of manufacturing for proprietary reasons. One source has published a series of photographs to illustrate their process that can give insight (Figure 7.31) [TVMK n. d.]
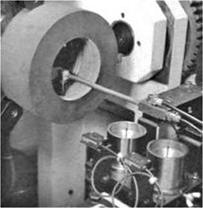
After design of the required form and any modifications required for final shape correction in the mold, the profile is cut on the inside of a mold. In the example shown below, the form is first generating an electrodischarge machining-wire-cut form tool, which is then plunged into a graphite — based material making up the mold. Other proprietary mold materials and CNC machine processing methods are used depending on the particular manufacturer. Diamonds are then tacked onto the cut surface of the mold. “Hand-set” rolls have diamonds placed in very specific patterns to control finish. Traditionally these have been set laboriously by hand (Figure 7.31b and Figure 7.32), although automated robotic techniques are now reported as shown in Figure 7.31c.
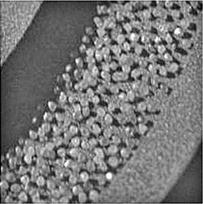
Alternatively, a high density of diamond is packed onto the face either by pouring or, for higher densities, by centrifuging. Handset patterns are used for low-force applications or rough-finish requirements. High density or “random set” diamond rolls are used on stiff dressing systems for maximum roll life. Dresser spindle stiffness issues tend to limit roll-form widths for this latter style to about 6 on most grinders. In the case of sintered rolls, very often the diamond is premixed with the metal (tungsten-iron) powder prior to packing to give a diamond section thickness of approximately 1.5 mm [Decker 1993].
|
|
|
|
|
|
|
|
|


![]()
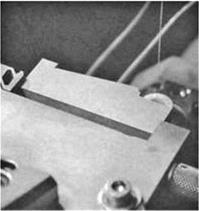
FIGURE 7.31 Aspects of diamond roll manufacturing. (Courtesy of TVMK. With permission.)
|
FIGURE 7.32 Examples of reference handset diamond roll pattern blocks. |
In addition to the regular stones, which run in size from 18/20# to 40/50#, additional evenly spaced stones (maacles, long stones, PCD, etc.) are often added to reinforce profile areas of weakness such as tight radii.
Processing can now take one of two routes.