
Cross-axis dressing has often been considered a poorer dressing method. It has historically been applied to situations such as the retrofitting of older internal grinders from single-point diamond to rotary dressing where space does not allow a large-enough dresser spindle motor for the required torque to operate in a uniaxial orientation, or it is simply impossible to orientate the dresser spindle otherwise, as typified by Figure 7.29. The axis of the dresser is orientated at 90° to the wheel axis. The method has also been attempted to profile dress conventional wheels for grinding crankpins with blend radii and sidewall grinding, but the slightest error in height position relative to the wheel center results in poor surface quality on the part.
The process, however, has been revisited for dressing vitrified CBN wheels using the styles of dressers indicated above.
|
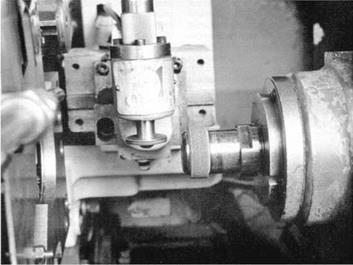
FIGURE 7.29 Cross-axis dressing of an internal vitrified cubic boron nitride wheel. |
7.6.2 Traverse Rate
The dress action produces only shear so it is never as effective as uniaxial dressing with a high +ve crush ratio. The traverse rate is dependent on dressing disc diameter, <j>d, and depth of cut, ad. Simple geometry gives an optimum traverse rate of
Vfad “ 1.5 Ns($d. ad)1/2
where Ns is the wheel rpm.
Hence, the process is, to a first approximation, independent of CBN or diamond grit size or dresser rpm. Dressers developed for uniaxial dressing also work well for cross-axis dressing, particularly the thin impregnated diamond disc design described above. The most successful application of cross-axis dressing to date has come from CNC profile grinding for applications such as punch grinding and high-speed contour grinding. An example of this is shown in Figure 7.30, which is a photograph of a Weldon (Weldon Solutions, York, PA) high-speed grinder tooled for cylindrical profile grinding at 130 m/s. The acoustic sensor is mounted in the wheel head and monitors the dress process and the grind process, as well as adding crash protection. The dresser touches on the outer diameter (o. d.) and face at the start of the dress sequence to determine wheel position in x and z planes and compensate for thermal movement.
Cross-axis dressing is the most cost-effective method of profile dressing where the contour allows its use. One additional benefit is that it gives clearance to dress profiles of over 180°. This allows, for example, back-angle relief to be dressed on the sides of a 1A1R shape wheel when high-speed contour grinding shaft diameters with shoulders.