
When dressing a conventional wheel, a similar break in period occurs but is generally too rapid to be observed, and the dress infeed amount is such that most or all of the layer affected by grinding is removed and a fresh surface layer is created each dress. This is not so for CBN where the dress depth, ad, is only 3 pm or less for the reasons discussed above. This is known as “touch dressing.” A brand new wheel straight after the first dress will have its shallowest affected depth, which will increase with grinding. A CBN wheel is most likely to cause burn grinding the very first part after a new wheel dress. For the second dress, if too little material is removed, the parts/dress achieved
|
|
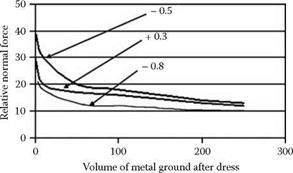
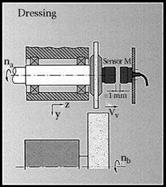
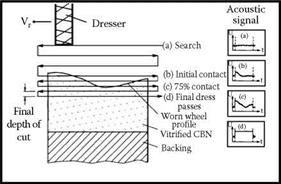
FIGURE 7.24 Acoustic sensor dressing strategy. (After Dittel 1996. With permission.)
will be reduced, whereas if too much is removed, the surface returns to that of a new wheel. In general, a balance has to be struck dependent on the particular grinding process in question. What is clear is that not only is the dress depth of cut per pass important governed by the fracture characteristics of the abrasive, but the total depth of cut is also critical governed by the active surface roughness. Many cylindrical applications with vitrified CBN are set up to make a given number of dress passes at a dress depth, ad, of 0.5 to 3 pm. Furthermore, they are optimized by making changes as small as 0.5 pm in ad.
Achieving this level of accuracy obviously requires machine tools that are accurate enough to infeed at this small an increment. CBN-capable grinders have mechanical slide systems with ac servo/ballscrews or linear motors with an infeed resolution of 0.1 pm. Even with this level of accuracy, however, there is still the problem of thermal stability, which can cause positional errors of the diamond relative to the wheel of up to 100 pm. In the 1980s, therefore, techniques were developed to detect the contact of the dresser with the wheel. By far the most sensitive and reliable to date are those based on acoustics. Sensors have been developed by several companies capable of detecting a dress depth of cut of <0.25 pm. The systems detect and filter sound in the frequency range of 50 to 400 KHz adjustable for different grit sizes and wheel speeds. A major limitation on the signal/noise ratio (S/N ratio) has been bearing noise from the spindle and a number of strategies have been developed to minimize this problem. These include mounting the sensor adjacent to the dresser and using hydraulic fluid as an acoustic coupling, the use of coolant as an acoustic coupler, mounting a sensor/transmitter on the dresser head, or by mounting the sensor on the wheel head. The typical method of use is illustrated in Figure 7.24.
A dress procedure using an acoustic sensor is detailed in Figure 7.24.
• The dresser is initially set back a safe distance from the wheel, typically 50 to 100 pm, and multiple passes at dress depth of 5 to 10 pm/pass are made in a search mode. The infeed amount is generally governed by cycle time issues, that is, making the fewest number of passes.
• On first contact with the worn wheel surface, the infeed amount drops to 2 to 5 pm/pass.
• At 75% full-face contact (i. e., signal above a preset trip level) the wheel drops into the final dress depth/pass.
• A preset number of passes are made at final infeed, ad. The signal from the sensor should be a solid line.
The accuracy of the process is actually governed more by the infeed amount per pass during the initial search stage and is usually a compromise with cycle time issues. A value must also be
entered into the machine control unit to compensate for truer wear that can be as much as 20% of the assumed dress amount. This value must be determined empirically by monitoring part size changes or by physically measuring the wheel with a pie tape every 50 dresses.
The gap distance between the sensor transmitter and pickup is very sensitive to position and needs to be recalibrated periodically as it can move when changing the diamond roll. More recently, this issue has been remedied by inserting the sensor and pickup internally within the spindle shaft. This method is now commonplace in high-production precision grinding.
Suzuki [1984] was one of the first to report the use of acoustic sensors for dressing CBN wheels for actual production applications, where he used it to true resin CBN wheels to grind camshafts before vitrified CBN was widely available. The technology was then transferred to the first vitrified CBN-capable camlobe grinders, the Model GCH 32 from Toyoda Machine Works (TMW). Suzuki overcame the problem of dresser spindle bearing noise by isolating the (Marposs) acoustic sensor a short distance away from the dresser and having a separate touch feeler (steel pin on a spring) attached to it to touch the wheel. The pin was plunge fed into the wheel at 2-pm increments. After the diamond trued the wheel, the feeler retouched the wheel to calibrate the relative position of feeler and diamond. (See Figure 7.25 for Toyoda Machine Works strategy for acoustic emission — enhanced rotary dressing.)
Since the feeler and the dresser were close together, it was assumed that thermal movements would not create significant errors. A value was required in the machine control to compensate for diamond wear and pin wear in order to keep track of wheel diameter. The primary variance in the dress amount was the pin wear that was governed by the infeed increment of 2 pm. The sensor proved extremely repeatable although prone initially to false signals from the presence of coolant. This was resolved by carrying out the actual touch-sensing portion of the cycle dry. The system has been very successful for camshaft and crankshaft grinding and is functioning on several hundred machines worldwide [Hitchiner 1997].
Since all high-speed vitrified CBN wheels are segmented, they are especially prone to slight changes in shape with wheel speed. Dressing should ALWAYS, therefore, be carried out at the same wheel speed as for grinding for operating speeds, >50 m/s, to avoid chatter.