
7.4.1 Introduction
Rotary diamond tools were the industry’s answer to life issues with stationary tools and are in many ways the rotary equivalents to single points, blades, grit tools, and form blocks. A rotary diamond tool (also called “truer,” “dresser,” or “roll”) consists of a disc with diamond in some form held on the periphery driven on a powered spindle. Life is significantly enhanced because of the 100-fold increase in diamond now available. However, the rotary motion also provides additional benefits in terms of dressing action. In particular, the relative speed of the dressing roll to the wheel, known as the dressing speed ratio or sometimes as the crush ratio, has a major impact on the conditioning action occurring during dressing. The simplest method we will consider is uniaxial dressing, where the axis of the wheel and the dresser spindle are parallel.
7.4.2 Crush or Dressing Speed Ratio
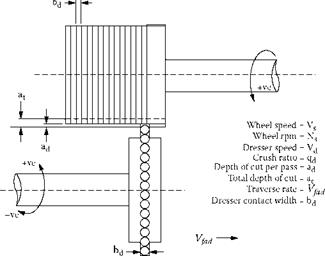
As indicated in Figure 7.16, all the parameters used for stationary tools are still important. In addition, there is the crush ratio defined as the surface speed ratio of the roll to the wheel or qd = vd /vs.
Schmitt [1968] produced the seminal study on the effect of crush ratio on conditioning of conventional vitrified wheels. The work was focused on plunge dressing with formed diamond rolls that will be discussed below. However, the research clearly illustrated the effect of crush ratio on finish and dressing forces, as shown in the trend graphs in Figure 7.17.
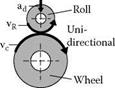
More recently Takagi and Liu [1996] have studied the effect of crush ratio by analyzing the velocity vector of the impact between the diamond in the roll and the abrasive grains and assigning a “truer penetration angle в.” When в is small or negative the force is essentially shear and grain wear is attritious, but as the crush ratio (qd) approaches +1 the force becomes increasingly compressive and leads to large-scale crushing of grain and bond.
Crush ratio must be considered a key parameter in dressing. For a uni-directional (+ve) crush ratio the finish and forces change significantly over the range of +0.4 to +0.8. However, the dressing
![]()
|
|
|
|
|
|
|
|

forces also increase dramatically leading to higher roll wear, stiffer machine requirements, and higher torque dresser motors. Diamond truer wear climbs so dramatically that it is usually recommended not to exceed +0.8. For most conventional wheel applications with traverse dressing, the wheel and machine characteristics, especially dresser designs, are such that most applications run counter-directional (-ve) operating in the range of -0.4 to -0.8. Also, the depths of cut taken can usually generate by contact geometry alone the required finish in spite of a lack of crush action. The situation, however, is rather different for CBN or form-roll dressing as described in the subsequent sections.
Rotary dressing introduces both increased flexibility and increased potential for problems. The diamond disc is now rotating, introducing balance issues and the potential for chatter and a resulting “orange-peel” appearance to the ground surface. Fractional multiples of the roll/wheel rpm can induce chatter and should be avoided. These are not just simple ratios such as 1:2 or 1:3 but can be as subtle as, for example, 7:13 or 5:11. Small adjustments in wheel or roll rpm can have a major impact on the quality of the ground surface.