
Metal bonds for production grinding tend to be based on bronze in the copper-tin alloy range of 85:15 to 60:40 with various fillers and other small alloy components. Metal bonds are the most resilient and wear resistant of any of the bonds discussed, but also create the highest grinding forces and the most problems in dressing. Their use has been limited to thin wheels for dicing and cutoff, profile grinding, fine grinding at low speeds, and high-speed contour or peel grinding. This latter process is dependent on maintaining a well-defined point on the wheel and, therefore, the maximum wheel life. However, in many cases involving CBN, metal has been replaced by vitrified bond, even at the sacrifice of wheel life, in order to improve the ease of dressing.
5.12.2 Porous Metal Bonds
Metal bronze bonds become more brittle as the tin content is increased. In the 1980s, brittle metal bond systems began to emerge with sufficient porosity that profiles could be formed in the wheel automatically by crush dressing using steel or carbide form rolls.
5.12.3 Crush-Dressing
Bonds suitable for crush-dressing, sold under trade names such as Crushform, developed by Van Moppes-IDP (Saint-Gobain Abrasives) [Daniel 1983, Barnard 1985, 1989], were of particular
![]()
|
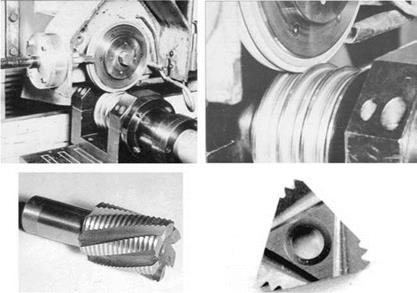
interest to the carbide tool insert market. However, there were some problems with this type of wheel. The dress process did not leave the wheel in a free-cutting state and, therefore, the surface had to be subsequently conditioned using dressing sticks or brushes. This was readily resolved as shown in Figure 6.15. Note the horizontal brush infeed in the top left picture.
The bigger problem, however, was the extreme forces generated in dressing. Where the use of crushable metal bond wheels has been successful, such as at OSG
Oshita 1986], special high-stiffness grinders have had to be built specifically for their use. As such, the use of crushable metal bonds has been limited awaiting advances in standard production machine tool stiffness. Vitrified technology has been substituted in most cases [Pung 2001], although new advances in more user-friendly porous metal bond technology such as Scepter from Norton (Saint- Gobain Abrasives) is creating renewed interest [McSpadden et al. 1999].
5.12.4 High-Porosity Impregnated Metal Bonds
The concept of a porous, brittle metal bond has been taken further by increasing the porosity level to the point of having interconnected porosity in a sintered metal skeleton and vacuum impregnating the pores with resin. This is sold under trade names such as Resimet from Van Moppes (Saint — Gobain Abrasives). This type of bond has been extremely successful for dry grinding applications on tool steels and carbide. It is freer cutting and gives longer life than resin, requires no conditioning, while the metal bond component offers an excellent heat sink.
5.13 other bond systems
There are several older traditional bond systems used with conventional abrasives. These include the following.
5.13.1 Rubber
Rubber bonds introduced in the 1860s are still used extensively for regulating wheels for centerless grinding and some reinforced grades for wet cutoff grinding. Manufacturing is becoming an increasing problem for environmental reasons, and alternatives, such as epoxy, are being substituted where possible.
5.13.2 Shellac
Shellac — or “elastic”-bonded wheels were first made in 1880, and, due to a combination of elasticity and resilience, probably represent the best wheel for producing fine, chatter-free finishes for grinding of steel rolls for the cold strip steel mills and paper industries. Shellac comes from fluid exuded by insects onto themselves as they swarm cassum or lac trees in India. As such, it is highly variable both in availability and properties depending on the weather conditions and species. On occasion, a single wheel maker can consume 10% of the entire world’s production. Not surprisingly, many wheel makers have sought alternative solutions to grinding applications.
5.13.3 Silicate
Silicate bonds were first produced around 1870 by mixing wet soda of silicate with abrasive, tamping in a mold, drying, and baking. It is still popular in certain parts of the world by reason of its simplicity and low cost of manufacture. The wheels are generally used for large face wheels.