
5.11.1 Introduction
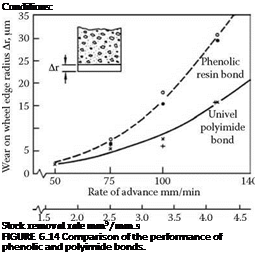
Polyimide resin was developed by DuPont in the 1960s originally as a high-temperature lacquer for electrical insulation. By the mid 1970s, it had been developed as a cross-linked resin for grinding wheels giving far higher strength, thermal resistance, and lower elongation than conventional phenolic bonds. The product was licensed to Universal Diamond Products (Saint-Gobain Abrasives) and sold under the trade name of Univel, where it came to dominate the high-production carbide grinding business especially for flute grinding. Polyimide has five to ten times the toughness of phenolic bonds and can withstand temperatures of 300°C for 20 times longer. Its resilience also allows it to maintain a corner radius at higher removal rates or for longer times than phenolic resin (Figure 6.14).
5.11.2 Cost Developments and Implications
Polyimide bonds, for reason of cost, are limited to superabrasives and are most effective with diamond abrasives on carbide. Because the wheels are so tough, they will highlight any weakness in the machine such as spindle play or backlash in the infeed system. They also require a spindle power of at least 7.5 kW/cm linear contact width (25 hp/in.).
In the past few years, with the expiry of various patents, alternate sources for polyimide resin have become available. They are significantly less expensive than the Du Pont-based process but, to date, have not quite matched the performance. However, the price/performance ratio is still very attractive making polyimide resin bonds cost-competitive relative to phenolic resin bonds in a broader range of applications.
5.11.3 Induced Porosity Polyimide
In some applications, the Univel product has proved so tough in comparison to regular phenolic bonds that induced porosity techniques from vitrified bond technology have been used to improve the cutting action.
Machine: Blohm HFS6
 Wheel speed: 28 MPS (5500 SFPM)
Wheel speed: 28 MPS (5500 SFPM)
Wheel design: 250 mm 0 x 6.4 mm wide type dial D91 (180 grit) at 100 conc.
(Ni clad diamond)
Coolant: Water based/heavy
flood
Workpiece: P20 carbide
Grind depth: 2 mm
5.12.1 Introduction
Metal represents the toughest and most wear-resilient of bond materials and is almost exclusively used with superabrasives. Much of this is for stone and construction, glass grinding, and honing. As such, metal is the largest user of synthetic industrial diamonds, but falls outside the scope of this book as it is often used for roughing operations.