
A comparison with porosity levels in Figure 6.8 shows clearly that the grade of CBN wheel for a given application, even with the development of higher porosity structures, is much denser than for conventional wheels. This is hardly surprising as CBN is so expensive it must be held for a much greater period of time, even if higher levels of wear flats are created. This is possible because of the high diffusivity of CBN relative to both alox and most workpiece materials. A number of wheel manufacturers do try to mark up CBN wheel grades to be close to those of conventional wheels for the purpose of helping end users more familiar with conventional wheels specify a given wheel for an application. However, it must be understood that usually dressing forces will be much higher because of the grain hardness and because of the additional bond, while hydrodynamic forces from the coolant will also be higher because of the lower porosity. This will place additional challenges on the system stiffness and create a need for new strategies for achieving part tolerances. Some relief is becoming available in terms of higher strength bonds that allow porosity levels to shift back toward those of alox wheels again, but this is often counteracted by higher working wheel speeds.
6.7.4 Firing Temperature
The actual glass bonds and manufacturing techniques used for vitrified CBN wheels are highly proprietary and there is rapid development still in progress. General Electric (GE) in 1988,
|
|
|
|
|
|
|
|
example, recommended that bonds with CBN should not be fired at temperatures over 700°C [General Electric 1988]. Yet, Yang [1998] subsequently found the optimum firing temperature to be 950°C for a nominally identical bond composition.
6.7.5 Thermal Stress
An important factor is to match thermal expansion characteristics of the glass with the abrasive [e. g., Balson 1976], or to optimize the relative stress developed between bond and grain in the sintering process. Yang et al. [1976] reported this could be readily optimized by adjustments to minor alkali additives, primarily sodium oxide.
6.7.6 Bond Mix for Quality
As with bonds for conventional abrasives, bond strength can be improved by the introduction of microinclusions for crack deflection either in the raw materials or by recrystallization of the glass [Valenti et al. 1992]. With the far greater demand for life placed on CBN vitrified bonds and the narrower working range of grades available, quality control of composition and particle size of the incoming raw materials and the firing cycles used to sinter the bonds are critical. It has very often been process resilience, as demonstrated by batch-to-batch consistency in the finished wheels that has separated a good wheel specification from a poor one.
6.8 resin bond wheels
Resin covers a broad range of organic bonds fabricated by hot pressing at relatively low temperatures, and characterized by the soft nature of cutting action, low temperature resistance, and structural compliance. The softest bonds may not even be pressed but merely mixed in liquid form with abrasive and allowed to cure. Concepts of grade and structure are very different to vitrified bonds. There is no interlocked structure with bond bridges (because there is minimal porosity), but rather an analogy would be to compare the grains to currants in a currant bun! Retention is dependent
 |
on the localized strength and resilience of the bond surrounding the grain and very sensitive to localized temperatures created in the grind zone and the chemical environment. For example, the bond is susceptible to attack by alkali components in coolants.
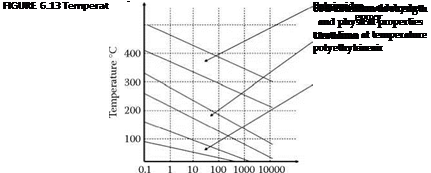
Resin bonds can be divided into three classes based on strength/temperature resistance (Figure 6.13). These are plastic, phenolic resin, and polyimide resin.
Plastic bonds provide the softest wheels made using epoxy — or urethane-type bonds. Plastic wheels, used with conventional abrasives, are popular for double disc and cylindrical grinding. At one time, prior to the introduction of vitrified CBN, these were the primary wheels for grinding hardened steel camshafts because they gave both a very soft grinding action and a compliance that helped inhibit the generation of chatter. They are still popular in the knife industry and in job shops for grinding burn-sensitive steels. Manufacturing costs and cycle times are low so pricing is attractive and delivery times can be very fast.
For superabrasive wheels, plastic bonds appear limited to ultrafine grinding applications using micron diamond grain for the glass and ceramics industries. Again, its compliance offers an advantage of finer surface finish capabilities but wheel life is limited.