
The number of variables for a given wheel specification that can make a significant impact on performance is quite limited. The plating thickness is held within a narrow band. The homogeneity of the plating is controlled by the plating rate and anode design. Care should be taken to avoid nodule formation especially around tight radii. Such areas are also the most prone to wear; this can be reduced by the use of electroless nickel-phosphorus for increased strength, evenness of plating, and maximum plate hardness. The biggest variable is the grit itself and how it wears under the prevailing grinding conditions. If the grit is too weak, then fracture and rapid wheel wear occur. If the grit is too tough, wear flats build up and burn ensues.
6.3.6 Effect of Coolant on Plated Wheels
Another major factor is coolant. When grinding aerospace alloys with CBN in oil, the high lubricity of the coolant ensures a slow but steady buildup of wear flats. The lubricity of water-based coolant is much lower, thus causing more rapid wear of the grain tips. However, water has much higher thermal conductivity than oil and induces thermal shock in the abrasive leading to weakening and fracture. When used wheels are examined, it is found that those used for grinding in oil may have lasted several times longer than those used in water, yet they still have a high proportion of their layer depth remaining. Similar wheels used for grinding in water may have worn completely down to the nickel substrate. One conclusion, therefore, is to use a tougher grit when grinding in water but a slightly weaker grit in oil. An alternate method would be to reduce the surface concentration of CBN when grinding in oil.
It should be noted that in most production applications with plated CBN, oil coolant is required to obtain the necessary life to make a plated process competitive over alternate methods. Plated CBN, in particular, has proved extremely cost effective in aircraft engine subcontractors with low — batch volumes of parts requiring profile tolerances in the.0004" to.002" range as well as highspeed rough grinding of camshafts and crankshafts.
6.3.7 Reuse of Plated Wheels
Used plated wheels are generally returned to the manufacturer for strip and replate. The saving is typically about 40% and with care, the steel core can be reused five to six times.
6.4 brazed single-layer wheels
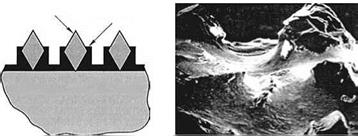
Electroplating is a low-temperature process (<100°C) in which the plating holds the abrasive mechanically. Consequently, the plating depth required to anchor the abrasive needs to be at least 50% of the abrasive height. An alternative process is to chemically bond the CBN to the steel hub by brazing using a relatively high-temperature metal alloy system based on, for example, Ni/Cr with trade names such as MSL (metal single layer) from Saint-Gobain Abrasives [Peterman n. d., Chattopadhyay 1990, Lowder and Evans 1994]. Use of a chemical bonding method allows a much greater exposure of the abrasive and, hence, an increased usable layer depth. It also gives greater chip clearance and lower grinding forces. However, brazing occurs at temperatures up to 1,000°C and that can degrade the grit toughness and distort steel blanks. Braze also wicks up around the grit placing it under tensile stress upon cooling and thus further weakening it. Consequently, the use of brazed wheels tends to be for high stock removal roughing operations of materials such as fiberglass, brake rotors and exhaust manifolds, or applications with form tolerances >0.002" (50 pm). For a schematic of a brazed CBN wheel section and the appearance of the actual surface of such a wheel, see Figure 6.3.
 Metal bond
Metal bond
Metal single layer CBN wheel
FIGURE 6.3 Schematic of brazed cubic boron nitride wheel section and appearance of the actual surface of such a wheel.