
Direct comparison of the performance of SG and Cubitron is difficult because the grain is merely one component of the grinding wheel. SG is harder (21 GPa) than Cubitron (19 GPa). Anecdotal evidence in the field suggests that wheels made from SG give longer life but Cubitron is freer — cutting. This can make Cubitron the preferred grain in some applications but, from a cost/perfor — mance point of view, it is, therefore, also currently more prone to challenge from a well-engineered (i. e., shape-selected) fused grain that is the product of a lower cost, mature technology.
3.3.5 Extruded SG Abrasive
SG grain shape can also be controlled by extrusion. Norton has taken this concept to an extreme and in 1999 introduced TG and TG2 (extruded SG) grains in products called Targa and ALTOS. TG grain had an aspect ratio of 4:1, while TG2 had an aspect ratio of 8:1. TG2 grains have the appearance of rods or “worms” due to these high aspect ratios. The resulting natural packing
 |
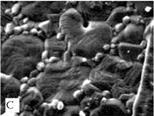 |
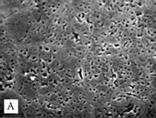
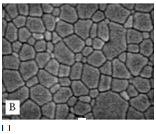
 A — Unseeded pure alumina-sintered gel with large uncontrolled grain growth B — Norton SG alumina with controlled microstructure C — Unseeded sintered alumina gel with magnesia additions D — 3M cubitron 321 with magnesia and rare earth oxide additions
A — Unseeded pure alumina-sintered gel with large uncontrolled grain growth B — Norton SG alumina with controlled microstructure C — Unseeded sintered alumina gel with magnesia additions D — 3M cubitron 321 with magnesia and rare earth oxide additions
FIGURE 5.5 Examples of ceramic grain processing microstructures.
characteristics of these shapes in a grinding wheel result in a high-strength, lightweight structure with porosity levels as high as 70% or even greater. The grains touch each other at only a few points where bond also concentrates like “spot welds.” The product offers potential for both higher stock removal rates and higher wheel speeds due to the strength and density of the resulting wheel body [Klocke, Mueller, and Englehorn 2000].