As with all new technologies, it took significant time and application knowledge to understand how to apply SG. The abrasive was so tough that it had to be blended with regular fused abrasive at levels as low as 5% to avoid excessive grinding forces. Typical blends are now
• 5SG (50%)
• 3SG (30%)
• 1SG (10%)
These blended abrasive grades can increase wheel life by up to a factor of 10 over regular fused abrasives although manufacturing costs are also higher.
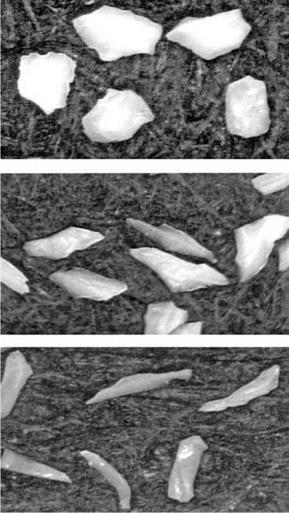
The grain shape can also be controlled to surprising extremes by the granulation processes adopted. The shape can be varied from the very blocky to the very elongated as illustrated in Figure 5.4.
3.3.4 Sol Gel Abrasives
In 1981, actually prior to the introduction of SG, 3M Company introduced a sol-gel abrasive material they called Cubitron for use in coated abrasive fiber discs. This was again a submicron chemically precipitated and sintered material, but unlike SG, was a multiphase composite structure that did not use seed grains to control crystallite size. The value of the material for grinding wheel applications was not recognized until after the introduction of SG. After protracted patent litigation and settlement with Norton, Cubitron is now used by most other wheel makers. In the manufacture of Cubitron, alumina is coprecipitated with various modifiers such as magnesia, yttria, lanthana, and neodymia to control microstructural strength and surface morphology upon subsequent sintering. For example, one of the most popular materials, Cubitron 321, has a microstructure that contains submicron platelet inclusions, which act as reinforcements somewhat similar to a whisker-reinforced ceramic [Bange and Orf 1998].
|
FIGURE 5.4 Examples of seeded gel abrasive grain shapes. (Courtesy of Saint-Gobain Abrasives. With permission.) |