
Wheels are speed tested by overspinning the wheel by a factor prescribed by the appropriate safety code for the country of use. In the U. S., ANSI B7.1 specifies that all wheels must be spin tested with an overspeed factor of 1.5 times the operating speed. The theory behind this reverts back to conventional wheel research where the 1.5 factor was proposed to detect preexisting flaws that might otherwise cause fatigue failure in the presence of moisture or water-based coolants during the expected life of the wheel [Grinding Wheel Institute (GWI) 1983]. In Germany, for the highest speed wheels, the DSA 104 code requires the wheel design be tested to withstand 3 times the operating stress. This gives an overspeed factor of V3 or 1.71. However, all production wheels must be tested at only 1.1 times the operating speed. This code was due to the result of research in Germany that indicated that high overspeed factors could induce flaws that could themselves lead to failure. This discrepancy in the safety laws has a major impact on transfer of technology in the context of the global economy [Service 1991, 1993, 1996]. The author has seen numerous examples of machine tools imported into the United States with incorrect spin test factors. In other countries with imported machine tools but no official safety code for wheel speed testing, the factor reverts back to the process as specified by the particular machine tool builder with the associated machine guarding on which the wheel is run.
|
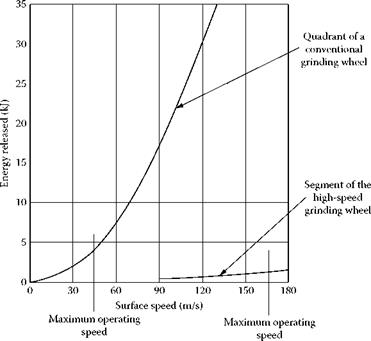
FIGURE 4.13 Energy release comparison for a conventional alox wheel with a steel-cored segmented wheel. |
Wheel makers must obey the safety codes of the appropriate country but they must also ensure above and beyond that the wheels are safe to the best of their abilities. For the SGA brands the author has been associated with, the wheels are spin-tested at 1.5 x operating speed for the U. S. market per the ANSI standards, but the wheels are designed and tested to >2 x burst speed. For example, the wheel photographed in Figure 4.11 had a theoretical burst speed of 252 m/s. Seven wheels were tested and all failed at speeds between 255 and 273 m/s. As expected, failure occurred in the abrasive layer immediately adjacent to the epoxy bond where the stress in the abrasive was highest [Hitchiner 1991].
Spin testing in itself however is not sufficient. Higher stresses actually occur in the epoxy bond than in the bond. Fortunately, the bond strength of epoxy is about ten times greater than the abrasive. However, epoxy is prone to attack by moisture and coolant and will weaken over time. Efforts have been made to seal the bond from the coolant [Kunihito et al. 1991], but these are generally ineffective and the wheel maker must have life data for his particular bonding agent in coolant. Since wheels may have a life of several years on the machine with spares held in stock for a comparable time, these data take considerable time to accrue. Currently, Saint-Gobain Abrasives recommends a maximum life of 3 years on the machine or 5 years total including appropriate storage without re-spin testing.