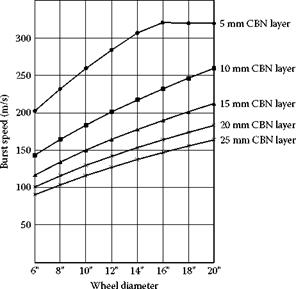
For thin segments, the major stress is circumferential, but for thicker segments the dominant stress shifts to radial. For this reason, an abrasive layer thickness of 10 mm maximum is typical for a high-speed wheel. This immediately places limitations on profile forms allowed. The key factor is the mass of the segment, and its impact on radial stress is also important when considering the effect of wheel radius on burst speed. As the wheel radius is reduced, the centripetal force (mv2/r) must increase which will directly increase the radial stress. Figure 4.8 plots burst speed as a function of wheel radius for various abrasive layer depths. Ideally, the calculated burst speed should be at least twice the maximum recommended operating speed. For the 5-mm CBN layer the burst speed levels off at 320 m/s because this was the calculated burst speed for the steel core used in the example. The most striking factor about this graph is that the burst speed drops rapidly as the wheel diameter is reduced. For a wheel diameter of 6 in., the maximum recommended wheel speed would be only 100 m/s based on the particular bond strength used in the example. The value employed is believed typical of current CBN technology. Not surprisingly, therefore, high-speed wheels operating in the range of 100 to 200 m/s tend to be >12 in. diameter with flat or shallow forms.
![]()
|
FIGURE 4.8 Segmented wheel burst speed as a function of wheel diameter and abrasive thickness (for defined vitrified bond strength). |