
Grinding wheels come in a variety of shapes and sizes. Standard International wheel shapes and examples for conventional and superabrasive wheels are given in Table 4.1 and Table 4.2. Wheel dimensions are usually expressed as diameter (D) x thickness (T) x hole (H). For superabrasives the layer thickness (X) is added afterward. Conventional wheels are typically sold as standard stock sizes although they can be cut to size and bushed in the bore to order. They also can be pre-profiled for certain applications such as worm gear grinding. Many superabrasive wheels, especially resin bond, also come in standard stock sizes but many are custom built, often with complex premolded profiled layers. The cost of this is readily offset against the savings in abrasive and initial dress time.
![]()
 |
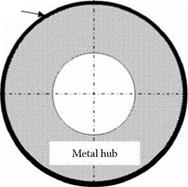
Electroplated superabrasive layer
FIGURE 4.2 High-speed CBN wheel.
Side and outer diameter runout of wheels varies from one manufacturer to another and depends on application. For superabrasive wheels, the following tolerances are recommended (Table 4.4). Outer diameter tolerances may be considerably more open, as long as running truth is maintained.
4.3.1 Introduction to Wheel Balance
Balance is closely associated with runout. As the degree of unbalance force increases, runout will also increase. Balance tolerances depend on application. The Japanese JIS B4131 code gives the following balance tolerances in terms of center of gravity displacement g (Table 4.5). For high
![]()

![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

 |
 |
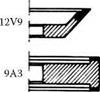
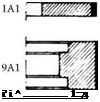
Superabrasive Wheel Shape Examples
speed, the balance requirements are significantly more stringent than those shown in Table 4.5. For camshaft grinding, a high-speed CBN wheel of 14 diameter weighing 25 lb operating at 5,000 rpm must be balanced to <0.015 oz in order to prevent visual chatter even when used on a grinder with a high stiffness hydrostatic spindle. This is equivalent to g = 0.4, which is almost an order of magnitude tighter than current standards.