
In the case of coarse-grained materials, the removal processes take place in a different way. A sharp diamond plastically divides the grains in the structure under high energy input. With increasing infeed cracks develop mainly along the grain boundary. This is accompanied by intercrystalline failure, which leads to a break-off of grains near to the surface (Figure 3.13b).
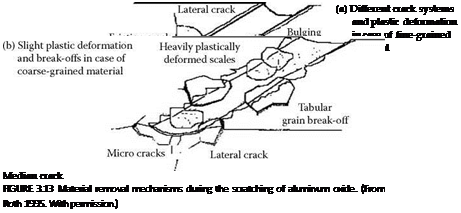
In the case of blunt scratching grains, however, strong plastic deformations occur deeper, since the maxima of the shear stresses grow. Thin, strongly deformed flakes occur on the workpiece surface. Through the extremely negative rake angle, the material is pushed forward and “extruded,” not provoking ductile material removal. The stress increases with further growing infeed until the stability is exceeded at the grain boundaries and the top grain layer breaks off in the form of whole plates (Figure 3.13b).
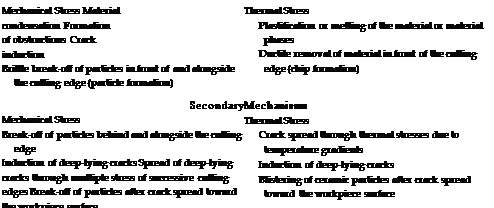
On the basis of scratch tests and transmission electron microscopic (TEM) structure analyses, Uhlmann assembles the mechanisms of surface formation during ceramic grinding [Uhlmann 1994].
Surface formation can be divided into three types of mechanisms:
• Primary mechanisms, which act during the penetration of the cutting edges into the material
• Secondary mechanisms, which occur through the discharge by the first cutting edge and the multiple stress by successive cutting edges
• Tertiary mechanisms, which prevent the spread of cracks in the case of materials with a high glass phase ratio.
The individual mechanisms are summarized in Table 3.1.
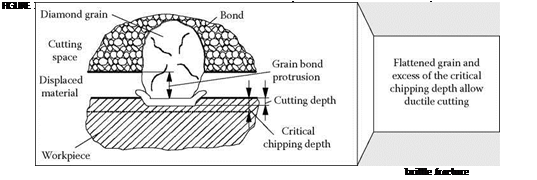
These material-removal processes also occur during the machining of glass. For the industrial application of optical glass, however, the conditions must allow a ductile surface formation. Thus, the development of an extensive crack system on the surface can be prevented. Figure 3.14 summarizes the conditions for a model of ductile grinding of glass on the basis of scratch tests. According to this, a flattened blunt grain has to penetrate the material with a very small, single uncut chip thickness. The single uncut chip thickness has to be below the critical chip depth, allowing an almost crack-free surface of glass materials.
Mechanisms of Surface Formation [Uhlmann 1994]
 |
Surface Formation
Primary Mechanisms
Tertiary Mechanisms
Thermal Stress
Crack stopping effects at thermally plastified grain boundary phases
Crack diversion at partially plastified grain boundary conditions in surface-near areas
Monocrystal silicon is the most frequently applied substrate material in microsystems technology. The full range of physical properties of the material can only be exploited by a high degree of purity, homogeneity, and crystal perfection. However, machining wafers induce damage in the subsurface and its monocrystal structure. Therefore, the subsurface damage has to be removed by polishing and etching prior to the processing of the electronic structures on the wafer front side. A concerted implementation of ductile material removal for the grinding process represents a possibility to improve the surface and subsurface quality as well as the economic efficiency of the entire process chain for wafer production [Holz 1994, Menz 1997, Kerstan et al. 1998, Tricard et al. 1998, Lehnicke 1999, Tonshoff and Lehnicke 1999, Klocke, Gerent, and Pahler 2000].
In grinding, surface formation mechanisms can be classified as ductile and brittle mechanisms. In brittle surface formation, microcracks and microcrack spread are generated in the subsurface by tensile stresses caused by the engagement of the abrasive grains of the grinding wheel into the surface of the wafer [Cook and Pharr 1990, Lawn 1993, Holz 1994, Menz 1997, Brinksmeier et al. 1998, Lehnicke 1999, Tonshoff and Lehnicke 1999]. In ductile surface formation, the induced tensile stresses are insufficient to cause microcracks or crack propagation. The induced shear stress strength causes deformation and movement of dislocations that promote ductile material behavior (Figure 3.14). This leads to better surface qualities and smaller depths of subsurface damage [Lawn 1993, Menz 1997, Brinksmeier et al. 1998, Kerstan et al. 1998, Tonshoff and Lehnicke 1999]. However, the basic mechanisms of ductile material removal are not known. It is further controversial whether chip formation is actually taking place or whether brittle-effective mechanisms continue to cause chips, through which the grooves on the surface are covered by plastified material. In this case, the surface seems to be formed in a ductile mode. The subsurface below would nevertheless be severely damaged by microcracks.
The mode, size, and shape of the subsurface microcrack system depend on the induced contact stresses during the engagement of the abrasive grain. The contact stress field is basically determined by the geometry of the indenter and the modulus of elasticity, hardness, and fracture toughness of the indenter and the workpiece material [Lawn 1993]. In the case of monocrystal silicon as workpiece material, the anisotropy of these properties, as well as the position of the slip system, is also decisive. The formation of such microcrack systems was frequently investigated in analogy tests with several brittle-hard materials such as silicon [Cook and Pharr 1990, Holz 1994].
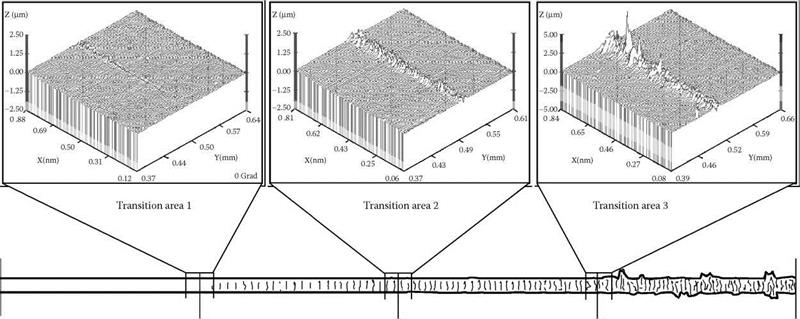
The transition of elastoductile to mainly brittle surface formation can be classified into four different scratching morphologies (Figure 3.15). The individual areas of the scratches were identified and marked under the microscope. To provide a three-dimensional image, the transition areas between the areas of different scratch morphologies were measured at a length of 1 mm. Then the scratch depths were determined on the individual profiles.
Knowing the material removal mechanisms during the machining of silicon, it is possible to realize a damage-poor process with the adequate settings and tools during the grinding of semiconductors.
|
![]()
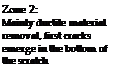
 Zone 3:
Zone 3:
Increasingly brittle material removal, first cracks on scratch borders that extend into the surrounding material
 FIGURE 3.15 Classification of scratch marks in four morphological zones and three transition areas characterizing the change from purely ductile to mainly brittle surface formation.
FIGURE 3.15 Classification of scratch marks in four morphological zones and three transition areas characterizing the change from purely ductile to mainly brittle surface formation.
This damage-poor grinding process is necessary to shorten the whole process chain and to decrease machining costs.