
3.7.1 Indentation Tests
Fundamental mechanisms of crack formation and spreading in the case of brittle-hard materials were carried out by Lawn and Wilshaw [1975]. The stressing of a ceramic surface with a cutting edge causes hydrostatic compression stress around a core area in the subsurface of the workpiece. This leads to a plastic deformation of the material (Figure 3.11a]. If a certain boundary stress is exceeded, a radial crack develops below the plastically deformed zone (Figure 3.11b), which expands with increasing stress (Figure 3.11c).
After discharge, the radial crack closes in the initial phase (Figure 3.11d). During a further reduction of the stress state, axial stresses occur around the plastically deformed zone leading to lateral cracks below the surface (Figure 3.11e). The lateral cracks grow with decreasing stress. This growth can continue up to the surface of the material after complete discharge (Figure 3.11f) leading to the break-off of material particles, which form a slab around the indentation zone [Lawn and Wilshaw 1975].
3.7.2 Scratch and Grinding Behavior of Brittle-Hard Materials
Despite the low ductility, elastoplastic deformations occur as removal mechanisms alongside brittle fracture during the grinding of brittle-hard materials (Figure 3.12). Thereby, material removal through brittle fracture is based on the induction of microcracks. Ductile behavior of brittle-hard materials during grinding can be derived from the presumption that, below a threshold of boundary chip thickness defined by a critical stress, the converted energy is insufficient for crack formation and the material is plastically deformed [Bifano et al. 1987, Komanduri and Ramamohan 1994]. It is supposed, however, that cracks that do not reach the surface are also formed under these conditions.
|
FIGURE 3.12 Material removal process in machining of brittle-hard materials. (From Salje and Moehlen 1987. With permission.) |
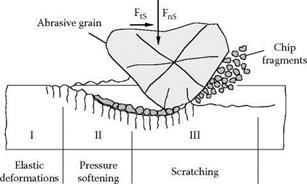
Thus, not only the amount of stress, defined by the uncut chip thickness, is responsible for the occurrence of plastic deformations, but also the above-mentioned hydrostatic compression stress below the cutting edge [Komanduri and Ramamohan 1994, Shaw 1995]. The transition from mainly ductile material removal to brittle friction is decisively determined by uncut chip thickness at the single grain by grain shape and by material properties. Large cutting edge radii promote plastic material behavior and shift the boundary of the commencing brittle friction to larger engagement depths. As a consequence, Hertzian contact stresses occur below the cutting edge, which cause hydrostatic stress countering the formation of cracks [Uhlmann 1994].
Roth [1995] investigated removal mechanisms during the grinding of aluminum oxide ceramics. He observed the influence of different grain sizes of the material as well as different diamond geometries on the material removal processes.