
2. ОСНОВНЫЕ СВЕДЕНИЯ О ШЛИФОВАЛЬНЫХ КРУГАХ
Шлифовальный круг — режущий инструмент, состоящий из зерен шлифующего материала, сцементированных связкой. Круг имеет следующие признаки, называемые характеристиками: абразивный материал, зернистость, связка твердость, структура, механическая прочность, форма и размеры.
Абразивные материалы разделяются на природные и синтетические. Сведения об основных абразивных материалах приведены в табл. 2.
До 1959 г. в нашей стране зернистость обозначалась номером, соответствующим числу отверстий (меш) на один дюйм сита, на котором задерживается основная фракция просеиваемого зерна. Основная фракция проходит через сито с более крупными отверстиями предыдущего номера.
По ГОСТ 3647 -71 принято обозначение номеров зернистости по отверстию сита (в сотых долях миллиметра) (табл. 3).
 |
 |
Абразивные материалы по крупности зерна разделяются на следующие группы и номера зернистости:
|
Материал |
Условное обозначение марки материала |
Основные компоненты; массовое содержание, % |
Микротвердость, кге/ мм2 |
Температурная граница потерь абразивных свойств, °С |
|
Природные материалы |
||||
|
Алмаз |
А |
с |
10 060 |
600—700 |
|
Корунд |
Е |
А1а03 80—95 |
3 000 |
1200-1400 |
|
Наждак |
Н |
А1203 25—60 |
1 200 |
1100-1200 |
|
Кварц |
Кв |
Si02 98 |
1 000 |
1100—1200 |
|
Синтетические материалы |
||||
|
Алмаз |
АСО; АСР; АСВ; АС К; ACC; ACM; АСН; АСБ |
С |
10 100 |
600-700 |
|
Кубический нитрид бора (эльбор) |
КНБ |
Соединение В с N |
8 000- 10 000 |
2000 |
|
Карбид: |
||||
|
бора |
КБ |
В4С 85—94 |
4 900 |
— |
|
кремния (зеленый) |
К36; К37; К38; К39 |
SiC 96—99 |
3 500 |
1000— 12 000 |
|
кремния (черный) |
КЧ5; КЧ7; КЧ8 |
SiC 95—98 |
3 300 |
1000—1200 |
|
Электрокорунд: |
||||
|
белый |
Э6; Э7; Э8; Э9; Э9А; ЭБ |
AlaO;j 96—99 |
2 250 |
1200-1400 |
|
нормальный |
Э2; Э2К; ЭЗ; Э4; Э5 |
А12Ол 92—95 |
2 000 |
1200—1400 |
|
монокорунд |
Мб; М7; М8 |
AlaOs 97—98 |
2 200 |
— |
В качестве цементирующих веществ при изготовлении абразивных кругов применяют следующие основные группы связок: неорганическая — керамическая, силикатовая, магнезиальная; органическая — бакелитовая, глифталевая и вулканитовая; металлическая.
Под твердостью абразивного круга следует понимать не твердость абразивных зерен, из которых он изготовлен, а сопротивление связки вырыванию зерен с его поверхности под влиянием внешних сил. Точнее говоря, твердость круга характеризуется совместным сопротивлением зерен и связки приложенным силам. Твердость — один из существенных элементов характеристики абразивного инструмента во многих случаях, предопределяющий производительность и экономичность процесса обработки. С твер-
ТАБЛИЦА З
|
Размеры зерен шлифзерна, шлифпорошков, микронорошков и тонких микропорошков
|
достью связаны частота правки круга, качество поверхностного слоя обрабатываемого металла, шероховатость поверхности, точность обработанной детали и др.
По ГОСТ 3751—47 для абразивных инструментов установлена шкала твердости (табл. 4). Цифры 1, 2, 3 характеризуют твердость в порядке ее возрастания.
Под структурой абразивного круга понимают строение, характеризуемое количественным соотношением объема абразивных зерен, связки и пор. Структуры обозначаются номерами от О до 12. С увеличением номера структуры плотность ее уменьшается (увеличивается пористость структуры и уменьшается относительное количество зерна).
В табл. 5 дано количество зерен в абразивных инструментах различных структур.
|
Твердость инструмента |
Ступени твердости |
Твердость инструмента |
Ступени твердости |
|
М — мягкий |
Ml; М2; М3 |
Т — твердый |
Т1; Т2 |
|
СМ — среднемягкий |
СМ1; СМ2 |
ВТ — весьма твердый |
ВТ1; ВТ2 |
|
С — средний |
Cl; С2 |
ЧТ — чрезвычайно твердый |
ЧТІ; ЧТ2 |
|
СТ — среднетвердый |
CTI; СТ2; СТЗ |
|
ТАБЛИЦА 5 Структура абразивных инструментов
|
В шлифовальном круге при вращении под действием центробежной силы возникают напряжения, пропорциональные квадрату частоты вращения. Допустимая окружная скорость шлифовального круга зависит от его прочности. Прочность кругов обычно проверяют путем вращения его с окружной скоростью, значительно превышающей его эксплуатационную (рабочую) скорость. Чем прочнее круг, тем выше может быть его рабочая окружная скорость.
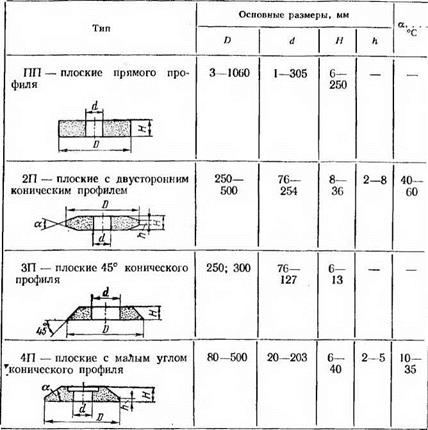
Формы и основные размеры абразивных шлифовальных кругов (ГОСТ 2424—67), применяемых для профильного шлифования, приведены в табл. 6.
Алмазные шлифовальные круги состоят из корпуса и алмазного кольца. Корпуса алмазных кругов изготовляют из стали, алюминиевых сплавов и пластмасс. Алмазоносный слой (кольцо) — рабочий слой алмазного круга ■— состоит из зерен алмазного порошка, связки и наполнителя. Наполнитель вводят в алмазоносный слой для повышения стойкости и режущих свойств инструмента.
Алмазные шлифовальные круги характеризуются концентрацией алмазоносного слоя, которую принято выражать в процентах. Обычно пользуются следующей шкалой концентраций: 25; 50; 100; 125 и 200%. За 100%-ную концентрацию алмаза
2 Б, М( Малкич 1
|
|
условно принято содержание 0,878 мг алмазного порошка в 1 мм3 алмазоносного слоя. При 100%-ной концентрации алмазный порошок фактически занимает только 25% объема алмазного слоя, а остальные 75 % занимают связка и наполнитель. Концентрация определяет производительность и стойкость (износ) алмазного инструмента. Обозначение алмазных кругов аналогично обозначениям обычных шлифовальных кругов с добавлением буквы А (алмаз).
В зависимости от назначения алмазные круги изготовляют на различных связках — металлических, органических и керамических.
Алмазные порошки в зависимости от размера зерен, метода их получения и контроля делятся на две группы: шлифпорошки, получаемые путем рассева на ситах, с контролем зернового со-
< гава ситовым методом (размер зерен в каждой фракции определяется размерами сторон ячеек двух контрольных сит, из которых через верхнее сито зерна проходят, а на нижнем задерживаются); микропорошки, получаемые путем классификации с использованием жидкости и контролем зернового состава микроскопическим методом (определяются линейные размеры проекции зерен под микроскопом).
Шлифпорошки из синтетических алмазов выпускаются пяти марок: АСО, АСР, АСВ, АСК и АСС. Шлифпорошки из природных алмазов выпускаются марки А. Алмазные микропорошки выпускаются марок: ACM и АСН из синтетических алмазов; AM и АН из природных алмазов.
Микропорошки марок ACM и AM обладают нормальной абра — ■.ивной способностью и рекомендуются для изготовления кругов, применяемых при обработке твердых сплавов, закаленных сталей и других твердых материалов.
Микропорошки марок АСН и АН обладают повышенной абразивной способностью и рекомендуются для изготовления кругов, применяемых при обработке корундов, специальной керамики и других сверхтвердых хрупких труднообрабатываемых материалов.
Зернистость шлифпорошков и микропорошков и размер зерен основной фракции приведены в табл. 7.
Зернистость шлифпорошка определяется по основной фракции и обозначается дробью, у которой числитель соответствует размеру стороны ячейки верхнего сита (через которое зерна проходят), знаменатель — размеру стороны ячейки нижнего сита (на котором зерна задерживаются). Например, условное обозначение шлифпорошка марки А из природных алмазов зернистостью 63/40—шлифпорошок А 63/40 ГОСТ 9206—70; то же марки АСО из синтетических алмазов—шлифпорошок АСО 63/40 ГОСТ 9206—70.
Порошки широкого диапазона зернистостей применяют для массового шлифования, а порошки узкого диапазона — для получения более качественной поверхности.
Формы и основные размеры алмазных шлифовальных кругов (ГОСТ 5.1580—72), применяемых для профильного шлифования, приведены в табл. 8.
Круги из кубического нитрида бора по форме и размерам аналогичны алмазным и изготовляются на различных связках (органической, керамической, металлической) разной зернистости и концентрации (25; 50; 100; 150 и 200).
В зависимости от принятой технологии изготовления кубический нитрид бора называют: эльбором (технология разработана ВНИИАШ и абразивным заводом им. Ильича); кубонитом (технология разработана ИСМ); боразоном (термин, принятый за рубежом).
Для обозначения кругов из эльбора введена дополнительная буква Л; ЛМ обозначается эльбор в виде микропорошка.
![]() 19
19
|
Зернистость порошков по маркам |
Размер зерна основной фракции, мкм |
|||||
|
А |
АСО |
АСР |
АСВ |
АСК |
АСС |
|
|
Шлифпорошки широкого диапазона зернистостей |
||||||
|
400/250 |
_ |
400/250 |
250 |
|||
|
250/160 |
250/160 |
250/160 |
160 |
|||
|
160/100 |
160/100 |
160/100 |
160/100 |
— |
— |
100 |
|
100/63 |
100/63 |
100/63 |
100/63 |
63 |
||
|
63/40 |
63/40 |
— |
— |
40 |
||
|
Шлифпорошки узкого диапазона зернистостей |
||||||
|
630/500 |
_ |
Є30/500 |
500 |
|||
|
500/400 |
_ |
500/400 |
500/400 |
400 |
||
|
400/315 |
400/315 |
400/315 |
400/315 |
315 |
||
|
315/250 |
315/250 |
315/250 |
315/250 |
250 |
||
|
250/200 |
250/200 |
250/200 |
250/200 |
250/200 |
200 |
|
|
200/160 |
200/160 |
200/160 |
200/160 |
200/160 |
160 |
|
|
160/125 |
600/125 |
160/125 |
160/125 |
160/125 |
160/125 |
125 |
|
125/100 |
125/100 |
125/100 |
125/100 |
125/100 |
125/100 |
100 |
|
100/80 |
100/80 |
100/80 |
100/80 |
100/80 |
80 |
|
|
80/63 |
80/63 |
80/63 |
80/63 |
63 |
||
|
63/50 |
63/50 |
63/50 |
— |
59 |
||
|
50/40 |
50/40 |
— |
— |
40 |
||
|
Микропорошки |
||||||
|
AM, АН |
ACM, АСН |
|||||
|
60/40 |
60/40 |
От 60 до 40 |
||||
|
40/28 |
40/28 |
» 40 » 28 |
||||
|
28/20 |
28/20 |
» 28 » 20 |
||||
|
20/14 |
20/14 |
» 20 » 14 |
||||
|
14/10 |
14/10 |
» 14 » 10 |
||||
|
10/7 |
10/7 |
» 10 » 7 |
||||
|
7/5 |
7/5 |
» 7 » 5 |
||||
|
5/3 |
5/3 |
» 5 » 3 |
||||
|
3/2 |
3/2 |
» 3 » 2 |
||||
|
2/1 |
2/1 |
» 2 » 1 |
||||
|
1/0 |
1/0 |
» 1 и мельче |
Выпускаются круги форм ЛҐІҐІ, ЛЇТВ, ЛІПВД, Л1ҐІЇ1, ЛТ, ЛІТ, Л2Т и др.
Синтетические круги из эльбора обладают высокой теплостойкостью, повышенной режущей способностью и характеризуются постоянством в процессе длительной эксплуатации. Удельный расход эльбора в 3—5 раз меньше, чем алмаза. Круги из эльбора обладают высокой стойкостью рабочего контактного профиля, что обеспечивает получение деталей высокой точности, незначительно засаливаются, что исключает частую их правку, а также в зоне обработки выделяют меньше теплоты, чем абразивные. Такие круги состоят из корпуса и режущего слоя. Корпус изготовляется из мягкой стали, дуралюминия, пластмассы. Режущий слой состоит из зерна (порошка) кубического нитрида бора, связки и наполнителя. Для более полного использования режущего слоя между ним и корпусом круга имеется пластмассовый слой. Малогабаритные круги прямого профиля диаметром до 10 мм изготовляют без корпуса.