
У процесі шліфування алмазні зерна, які розташовані на робочій поверхні круга, здійснюють відносно деталі переміщення по траєкторіях, обумовлених заданими робочими рухами. Траєкторії зерен визначають форму обробленої поверхні, а також форми й розміри частинок металу, які видаляються, тобто зрізів, що впливає на умови роботи круга та вихідні параметри шліфування.
Розглянемо траєкторію зерна на прикладі найбільш складного з погляду кінематики внутрішнього шліфування з безперервними подовжньою і поперечною подачами, яке охоплює усі різновиди внутрішнього шліфування периферією круга.
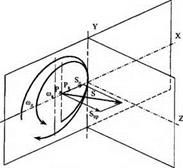
Принципова кінематична схема різання при внутрішньому шліфуванні з безперервними подовжньою і поперечною подачами (рис. 3.1) включає два рівномірні обертальних рухи деталі озд і круга та один прямолінійний S, що спрямований під кутом до осі деталі. Прямолінійний рух S є результуючим двох рівномірних безперервних подач — поперечної S„ і подовжньої S„p.
Описана кінематична схема охоплює усі види внутрішнього шліфування: при iS„ = 0 маємо внутрішнє шліфування з безперервною подовжньою подачею і дискретною поперечною; якщо 5^ = 0 — внутрішнє врізне шліфування.
При виводі рівняння траєкторії абразивного зерна відносно деталі для зустрічного внутрішнього шліфування скористуємося наступною методикою.
Нехай репер 1, жорстко зв’язаний із шліфувальним кругом, обертається навколо осі Z (рис. 3.2) і поступально переміщується в площині X202Z2 відносно репера 2. Останній обертається навколо осі Z^, і його початок збігається з репером 3, який жорстко зв’язаний із деталлю. Репер 2 обертається відносно репера 3 із кутовою швидкістю ид.
Число пар рухів к у розглянутому випадку дорівнює двом, причому в другій парі поступальне переміщення відсутнє. Підставляючи в загальне рівняння [64]
|
|
|
Рис. 3.1. Кінематична схема внутрішнього шліфування |
 |
1 ![]()
![]() 0 0
0 0
те2 = 0 1 0 — матриця кутового положення реперів; 0 0 1
матриця поступального переміщення.
Для того щоб зберегти загальноприйнятий порядок обчислення матриць, перепишемо рівняння (3.1)
т-і = тлт^2тл т¥хт = т^2{Щ + тс]), (3.2)
Підставивши значення матриць у рівняння (3.2), після перетворень і спрощень одержимо:
Таким чином, траєкторія абразивного зерна відносно деталі для внутрішнього зустрічного шліфування з безперервними поперечною і подовжньою подачами з урахуванням того, що = іфк, у координатному записі визначиться системою параметричних рівнянь:
(3.3)
 де фк — параметр.
де фк — параметр.
Аналогічно були отримані рівняння траєкторії абразивних зерен відносно деталі при попутному шліфуванні, спільний запис яких із рівняннями для зустрічного шліфування має вигляд
 (3.4)
(3.4)
де Н = Rj> — RK — ексцентриситет між осями обертання деталі і круга, мм;
Rd, RK — радіуси деталі, що шліфується, і круга відповідно, мм;
. в>л VdRK. .
і = —— = ——— співвідношення між кутовими швидкостями деталі і кру-
а>к 60 VKRd
га;
фк~ кут повороту круга, рад;
S„, S^p-поперечна і подовжня подача, мм/хв;
ий, ик — кутові швидкості деталі і круга відносно центрів обертання, 1/с;
Vs, VK — окружні швидкості деталі, м/хв, і круга, м/с, відповідно.
Тут і далі верхні знаки відносяться до випадку обертання деталі і круга в протилежних напрямках, нижні — в одному напрямку.
Якщо внутрішнє шліфування здійснюється з безперервною подовжньою і дискретною поперечною подачами (S„ = 0), рівняння траєкторії абразивних зерен відносно деталі буде мати вигляд
де — подовжня подача, віднесена до одного оберту деталі.
При внутрішньому врізному шліфуванні (5^ = 0) із безперевною поперечною подачею траєкторія абразивних зерен описується системою рівнянь
При круглому зовнішньому шліфуванні з дискретною поперечною подачею траєкторія руху абразивного зерна описується системою
(3.7)
neH=RK + R&
3.2 Вплив напрямку обертання круга і деталі на траєкторію
руху абразивного зерна
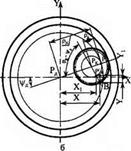
Для вивчення впливу напрямку обертання круга і деталі на вид траєкторії скористаємося методом обертання руху [60]. Відомо [65], що будь-який плоский рух може бути поданий як кочення без ковзання деякої рухомої кривої, зв’язаної з плоскою фігурою по деякій нерухомій кривій. Виходячи з цього, знайдемо траєкторію руху абразивних зерен для випадків зустрічного і попутного внутрішнього шліфування (рис. 3.3, а; 3.4, а).
Приймемо плоску кінематичну схему різання та припустимо, що поперечна подача здійснюється дискретно на кожний оберт деталі. Така схема буде відповідати внутрішньому шліфуванню методом врізання з дискретною подачею. Співвідношення між кутовими швидкостями, числами обертів, окружними швидкостями круга і деталі виражається залежностями
і = ^д_=Щ= У_дК__ (3.8)
«V и« 60 VKRd
Припустимо, що рух вершини абразивного зерна відбувається відносно нерухомої деталі.
|
|
|
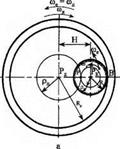


Для цього системі деталь-круг умовно надамо додаткове обертання навколо осі деталі з кутовою швидкістю яка дорівнює за абсолютним значенням кутовій швидкості деталі, але протилежна за напрямком. При цьому швидкість деталі стане рівною нулю, а круг одержить, крім відносного руху з кутовою швидкістю проти годинникової стрілки навколо власної осі Рк, ще і додатковий рух навколо осі деталі Р* спрямований також проти годинникової стрілки з кутовою швидкістю ше. Схема описаного руху приведена на рис. 3.3, б; 3.4, б.
При додаванні швидкостей переносного оіе і відносного озк рухів миттєвий центр швидкостей лежить на відрізку, який з’єднує переносний і відносний миттєві центри Рк і Рд і поділяє цей відрізок на частини, зворотно пропорційні СОй і [60], тобто
(3.9)
Абсолютний рух вершини абразивного зерна В відносно нерухомої деталі можна розглядати як кочення без ковзання рухомої центроїди, зв’язаної зі шліфувальним кругом, по нерухомій. Оскільки обидві центроїди є колами і рухома котиться по нерухомій без ковзання, то точка, яка належить рухомій центроїді, буде описувати епіциклоїду при зустрічному і гіпоциклоїду — при попутному шліфуванні. Рівняння руху точки Р у прямокутній системі координат із початком у центрі нерухомої центроїди буде мати вигляд (див. рис. 3.3, б; 3.4, б)
Підставивши значення ірд у рівняння (3.17) і перетворивши його, одержимо:
x = Hcosi<pK + RK cos(<pK ± ^6);] у = Hsmi<pK ± RK sin(^ ± Wd)
Якщо до рівняння (3.19) траєкторії руху точки В вершини абразивного зерна в обертальному русі приєднати рівняння відносного переміщення її уздовж осі Z деталі, то одержимо траєкторію руху вершини абразивного зерна при внутрішньому шліфуванні з подовжньою подачею, яка описується системою рівнянь, аналогічною (3.5).
![]() За допомогою даної методики була отримана система рівнянь, яка визначає траєкторію руху абразивного зерна при круглому зовнішньому шліфуванні з безперервною подовжньою і дискретною поперечною подачами, що ідентична
За допомогою даної методики була отримана система рівнянь, яка визначає траєкторію руху абразивного зерна при круглому зовнішньому шліфуванні з безперервною подовжньою і дискретною поперечною подачами, що ідентична
У випадку, коли = 0, траєкторіями вершини абразивного зерна відносно деталі при круглому зовнішньому шліфуванні з дискретною поперечною подачею буде подовжена епіциклоїда (епітрохоїда) при різних напрямках обертання круга і деталі та подовжена гіпоциклоїда (гіпотрохоїда) — при однакових.
Таким чином, траєкторія руху абразивного зерна як при внутрішньому, так і при круглому зовнішньому шліфуванні з безперервною подовжньою подачею є подовжена епіциклічна гвинтова крива (гвинтова епітрохоїда) при обертанні деталі і круга в протилежних напрямках і подовжена гіпоциклічна гвинтова крива (гвинтова гіпотрохоїда) при обертанні в одному напрямку.
Траєкторією руху вершини абразивного зерна відносно деталі при плоскому шліфуванні є трохоїда як при однакових напрямках векторів швидкості деталі і круга, так і при різних, яка описується системою рівнянь
![]() (3.20)
(3.20)