
2.7.1 Параметри різновисотності алмазних зерен на РПК
після алмазного та алмазно-іскрового шліфування за жорсткою схемою
Різновисотність зерен, під якою розуміється різноманіття положень вершин зерен відносно найбільше виступаючого із зв’язки зерна в перерізі робочої поверхні круга площиною, перпендикулярною осі, досліджували на кругах АС6 100/80-4-М2-01, АС6 160/125-4-М2-01, АС6 250/200-4-М2-01. Правку круга, алмазне та алмазно-іскрове шліфування штампової сталі Х12Ф4М виконували на модернізованому для алмазно-іскрового шліфування плоскошліфувальному верстаті моделі ЗГ71. Струм імпульсами прямокутної форми вводили в зону різання від широкодіапазонного генератора імпульсів ШГІ125-100М.
|
|
 |
|
|
|
Час шліфування, хв |
Круг правили електроерозійним способом. Круг був анодом, а катодом служив чавунний електрод. Охолодження при правці і шліфуванні вели 0,3%- ним водним розчином кальцинованої соди. Механічні і електричні режими правки були такими: швидкість круга 10,5 м/с; швидкість електрода Ve = 3 м/хв; поперечна подача SK = 1,5 мм/хід, вертикальна подача Se = 0,020 мм; частота імпульсів /= 22 кГц; скважність q ~ 1,5; сила струму Іср = 10 А; напруга Ucp — 20- 25 В.
Плоске алмазно-іскрове шліфування сталі Х12Ф4М (круг — анод, зразок катод) вели на наступних режимах: VK — 35 м/с; Vd = 7 м/хв, S„ = 1,5мм/хід, S„ — 0,020мм;/= 44 кГц, q — 1,5. Алмазне шліфування вели на аналогічних механічних режимах із відключеним джерелом струму.
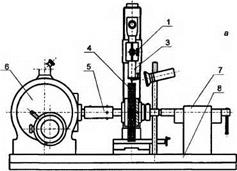
Різновисотність алмазних зерен на робочій поверхні в напрямку вектора швидкості різання досліджували візуальним методом, застосовуючи спеціальну установку, створену на базі установки В. Ф. Козакова [60] і удосконалену з метою підвищення точності вимірів (рис. 2.12). Об’єм вибірки — 200 зерен.
Як показало порівняння за допомогою критеріїв Кохрана і Фішера вибіркових середніх різновисотності і вибіркових дисперсій, знайдених за результатами обробки вибірок із чотирьох різних перерізів РПК площиною, а також вибірок після повторних правок, статистичні характеристики вибірок відрізняються незначуще, а вибіркова дисперсія і середня різновисотність із достатньою повнотою відображають усю генеральну сукупність, якою є різновисотність зерен на РПК в цілому.
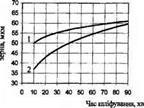
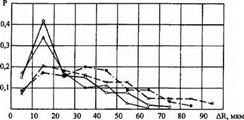
Для визначення впливу зернистості алмазів, часу і виду оброблення на закон розподілу різновисотності побудовані полігони розподілів. Всі вони дають однакову картину (рис. 2.13): після елекгроерозійної правки, 15, 30 і 45 хвилин шліфування для них характерна правобічна асиметрія. У зоні великих різновисотностей на полігонах спостерігається різке зменшення частостей. Це обумовлене різним рівнем зв’язки, через який зерна закриваються зв’язкою не на одному рівні.
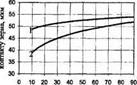
На всіх досліджуваних кругах після 15, 30 і 45 хвилин оброблення тенденція зміни параметрів рельєфу однакова: середня різновисотність AR і вибіркова дисперсія 5а зменшуються (рис. 2.14).
Статистична перевірка показала, що після 15 хвилин алмазно-іскрового шліфування рельєф стабілізується і при подальшому збільшенні часу оброблення в досліджуваному діапазоні зміни вибіркових дисперсій та середньої різновисотності незначущі.
При алмазному шліфуванні параметри рельєфу змінюються протягом всього експерименту, хоча після 30 хвилин шліфування ці зміни незначущі. Кількісні характеристики різновисотності при алмазному та алмазно-іскровому шліфуванні сталі Х12Ф4М різні: дисперсія різновисотності при АЛЛ більше на 58-114%, а середня різновисотність — на 15-57%. Більші значення вибіркових дисперсій і середньої різновисотності при алмазно-іскровому шліфуванні пояснюються формуванням більш розвиненого рельєфу РПК за рахунок значного
|
|
 |
|
|
|
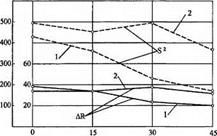
виступу зерен із зв’язки. При цьому в результаті електроерозійної руйнації зв’язки висота профілю робочої поверхні підтримується практично постійною протягом всього експерименту.
При описі експериментальних розподілів різновисотності за допомогою — розглянутих теоретичних розподілів (нормальне, рівномірне, Вейбулла, Релея, гама-розподіл, логарифмічно-нормальний) універсальним виявився розподіл Вейбулла, яким можна описати всі досліджені рельєфи, сформовані після електроерозійної правки, під час алмазного та алмазно-іскрового шліфування. Це підтверджується як критерієм Колмогорова, так і критерієм Пірсона.
Функція розподілу Вейбулла для різновисотності має вигляд
ARm
F(M) = l-e *° ,ARZ0. (2.30)
Параметри розподілу Вейбулла, що описують різновисотність зерен на робочій поверхні кругів досліджуваних характеристик після правки та 15, ЗО, 45 хвилин алмазного шліфування сталі Х12Ф4М, приведені в табл. 2.15.
|
Таблиця 2.15. Параметри розподілу різновисотності після правки, 15, ЗО, 45 хвилин алмазного шліфування сталі Х12Ф4М
|
Вплив часу шліфування на значення функції розподілу різновисотності зерен зручно представити за допомогою рівняння
Р(.*Ф, т) = Р(іф, т = ї)Кт, (2.31)
де Р{гф, т = 1) — значення функції розподілу Вейбулла при AR = іф {іф — глибина різання) із параметрами розподілу, що відповідають стану РПК після правки; Кт — коефіцієнт, який враховує зміну функції Вейбулла зі збільшенням часу оброблення.
Коефіцієнт Кт представимо у такому вигляді
Кт—А% 7е2, т> 0, (2.32)
де Л2, q2 — емпіричні коефіцієнти (табл. 2.16).
|
Шліфувальний круг |
Глибина шліфування fy, мкм |
Аг |
92 |
|
АС6100/80 |
5 |
0,94 |
0,665 |
|
10 |
0,96 |
0,484 |
|
|
15 |
1,05 |
0,336 |
|
|
20 |
0,98 |
0,287 |
|
|
АС6 160/125 |
5 |
0,80 |
0,647 |
|
10 |
0,84 |
0,517 |
|
|
15 |
0,87 |
0,432 |
|
|
20 |
0,89 |
0,364 |
|
|
АС6 250/100 |
5 |
1,04 |
0,554 |
|
10 |
1,02 |
0,432 |
|
|
15 |
1,01 |
0,354 |
|
|
20 |
1,00 |
0,296 |
|
Таблиця 2.16. Значення коефіцієнта.^ і показника ступеня д2 у рівнянні, що |
|
враховує вплив часу оброблення на значення функції Вейбулла |
Параметри розподілу Вейбулла, який описує різновисотність зерен після ЗО хвилин алмазно-іскрового шліфування, приведені в табл. 2.17.
|
Характеристика шліфувального круга |
Параметри расподілу Вейбулла |
|
|
m |
х0 |
|
|
АС6 100/80-4-М2-01 |
1,51 |
198,4 |
|
АС6 160/125-4-М2-01 |
1,86 |
1105,3 |
|
АС6 250/200-4-М2-01 |
1,05 |
24,8 |
|
Таблиця 2.17. Параметри расподілу різновисотності при |
|
алмазно-іскровому шліфуванні сталі Х12Ф4М |
Параметри різновисотності дозволяють розрахувати кількість зерен в активній частині РПК та ймовірне значення відстані між ними.
Кількість активних зерен на 1 мм2 РПК
2>зп
де F{t$) — ймовірність знаходження вершин зерен в інтервалі, який дорівнює фактичній глибині шліфування; а ймовірне значення відстані між активними зернами
с М
Положимо, що =Кс~ коефіцієнт, який враховує вплив різнови
сотності на відстань між зернами в активній частині РПК.
Тоді формула для розрахунку відстані між активними зернами на нерухомому крузі буде мати вигляд
Sx=S3pK, Kc. (2.33)