
Дослідження геометричної форми частини алмазних зерен, які виступають над зв’язкою на робочій поверхні круга, сформованій в процесі електроеро — зійної правки і алмазно-іскрового шліфування, здійснювали методом профіло — графування.
Для урахування похибки, обумовленої радіусом округлення щупальної голки, була застосована спеціальна методика обробки експериментальних даних, сутність якої полягає в наступному. Спочатку на отриманих профілоіра — мах вимірюється ширина зерен Ь у виборці на різних відстанях від вершини А (рис. 2.4, а). Потім з використанням середніх значень напівширини зерен Ь/2 на різних відстанях від вершини робиться підбір рівняння регресії, яке описує профілограму зерна (рис. 2.4, б)
де X- відстань від вершини зерна, мкм;
Y — напівширина зерна, мкм; а і сі — коефіцієнт і показник ступеня.
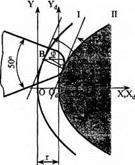
Після цього розраховуються координати точок дійсного профілю зерна за приведеними нижче формулами, які отримані із рис. 2.5:
де г — радіус округлення щупальної голки, мкм (в умовах експерименту 10
Далі за координатами дійсного профілю зерна підбирається рівняння регресії і тим самим враховується похибка, яка обумовлена радіусом округлення щупальної голки.
За описаною методикою були оброблені експериментальні дані про геометричну форму зерен круга 1А1 250x75x15x5 АС6 100/80-4-М2-01 на рельєфі, сформованому після електроерозійної правки і алмазно-іскрового шліфування штампової сталі Х12Ф4М.
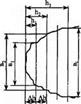

Рис. 2.4. Обробка профілограми зерна а — вимірювання координат профілограми;
б — заміна профілограми геометричною кривою симетричної форми
|
Правку та АІШ здійснювали на модернізованому верстаті моделі ЗГ71. Джерело технологічного струму — генератор імпульсів моделі ШП-125-100М.
Правку круга на чавунному електроді і АІШ сталі Х12Ф4М виконували на режимах, приведених у табл. 2.3.
У обох випадках анодом був круг, катодом — правлячий електрод або оброблюваний зразок. Охолодження — 0,3%-ний водяний розчин кальцинованої соди.
Проведений статистичний аналіз експериментальних даних показав, що профіль зерен на рельєфі, сформованому після електроерозійної правки на чавунному електроді, відрізняється від профілю зерен після 15-45 хв АІШ сталі Х12Ф4М. Однак, у період 15-45 хв шліфування профіль зерна є практично однаковим, що підтверджується критерієм Кохрана на рівні значущості 0,01.
|
Таблиця 2.3. Механічні і електричні режими правки і АІШ
|
Рівняння регресії, якео описує стабільний профіль алмазного зерна при АПІІ стали Х12Ф4М, має вигляд
Yd=11,729 V’549. (2.17)
Оскільки в рівнянні (2.17) Yd є напівшириною зерна на відстані Хй, то повна ширина зерна буде дорівнювати Ъ = 2Yd, тобто
b = 23,458 И0*9, (2.18)
де h — відстань від вершини зерна, мкм.
За допомогою рівняння (2.18) проаналізуємо [45] можливість використання відомих моделей зерен у вигляді конуса з округленою вершиною [32], еліпсоїда обертання [2], кулі [49] для опису форми алмазних зерен при алмазно — ісіфовому шліфуванні. З цією метою порівняємо ширину зерна на різній відстані від вершини, розраховану на основі перелічених моделей та рівняння (2.18) (табл. 2.4).
Як випливає з приведених даних, розбіжність геометричних розмірів зерен, розрахованих із використанням моделі у вигляді еліпсоїда обертання, із даними, отриманими за даними експерименту, залежить від рекомендацій із розрахунку розмірів еліпсоїда, а також його орієнтації відносно оброблюваної поверхні.
Модель зерна у формі кулі нівелює розходження в просторовій орієнтації зерна і забезпечує найменшу розбіжність із результатами експерименту. На відстані від вершини в 15 мкм, що відповідає оптимальній глибині шліфування при АІШ, відмінність ширини моделі зерна від експериментальної не перевищує 20%, що цілком прийнятно для інженерних розрахунків.
|
Відстань від вершини зерна А, мкм |
Ширина зерна Ь, мкм |
||||||
|
Конус 3 округленою вершиною |
Еліпсоїд обертання |
Куля [49] |
Експе римен тальні дані |
||||
|
розміри за рекомендаціями [2] |
розміри за рекомендаціями [50] |
||||||
|
більша вісь перпендикулярна РПК |
мала вісь перпендикулярна РПК |
більша вісь перпендикулярна РПК |
мала вісь перпендикулярна РПК |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
7,04 |
12,94 |
22,04 |
18,31 |
28,72 |
22,80 |
23,46 |
|
2 |
9,54 |
18,19 |
30,90 |
25,81 |
40,44 |
32,20 |
34,32 |
|
3 |
11,58 |
22,14 |
37,52 |
31,50 |
49,30 |
39,30 |
42,88 |
|
4 |
13,61 |
25,42 |
42,94 |
36,26 |
56,67 |
45,25 |
50,21 |
|
5 |
15,65 |
28,24 |
47,59 |
40,40 |
63,07 |
50,39 |
55,76 |
|
10 |
25,82 |
38,70 |
64,19 |
56,18 |
87,13 |
69,85 |
83,04 |
|
15 |
36,00 |
45,82 |
74,63 |
67,60 |
104,11 |
83,78 |
103,75 |
|
20 |
46,18 |
51,02 |
81,30 |
76,64 |
117,15 |
94,65 |
121,49 |
|
25 |
56,35 |
54,85 |
85,09 |
84,07 |
127,44 |
103,44 |
137,33 |
|
зо |
66,53 |
57,59 |
86,40 |
90,29 |
135,63 |
110,63 |
151,79 |
|
35 |
76,70 |
59,38 |
— |
95,50 |
142,07 |
116,53 |
165,19 |
|
40 |
86,88 |
60,31 |
— |
99,27 |
146,99 |
121,32 |
177,76 |
|
45 |
97,06 |
— |
— |
101,50 |
150,55 |
125,14 |
189,63 |
|
50 |
107,23 |
— |
— |
106,76 |
152,83 |
128,06 |
200,92 |
|
Таблиця 2.4. Геометричні розміри алмазних зерен АС6 100/80, |