
Процесс наладки станка на конкретный диаметр обрабатываемой заготовки включает установку межосевого расстояния и угла перекрещивания валков, а также подбор и закрепление шлифовальных брусков требуемой характеристики, задание давления брусков, частоты осциллирования и частоты вращения валков.
Большое значение имеет контроль установки валков. Разворот валков на угол перекрещивания и задание межосевого расстояния еще не всегда обеспечивают точность формообразующей траектории. Необходимо проверить траекторию перемещения заготовок по валкам. На заводе-изготовителе контроль установки валков осуществляют с помощью автоколлиматора.
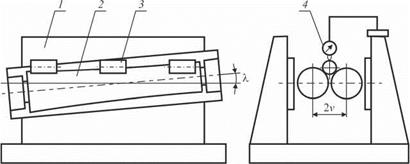
При эксплуатации станка проверку траектории заготовок можно выполнить следующим образом (рис. 7.11). На валки 2 посередине и на концах укладывают три эталонных детали 3 одинакового диаметра (разноразмерность диаметра не более 0,002 мм). При помощи индикатора 4 производят замеры положения деталей относительно верхней поверхности корпуса 1 станка.
Возможны следующие отклонения:
• выпуклая симметричная траектория (на концах валков детали находятся ниже, чем в середине) — необходимо уменьшить угол перекрещивания или межосевое расстояние валков;
• вогнутая симметричная траектория (на концах валков детали находятся выше, чем в середине) — необходимо увеличить угол перекрещивания или уменьшить межосевое расстояние валков;
• выпуклая или вогнутая несимметричная траектория (детали на концах валков находятся на разной высоте) — необходимо проверить межосевое расстояние валков на концах, если межосевое расстояние одинаково на обоих концах валков, то следует развернуть валки в вертикальной плоскости на одинаковые углы в одном направлении.
|
Рис. 7.11. Схема проверки формообразующей траектории |
При длительной эксплуатации валки на входе изнашиваются быстрее, что также может явиться причиной разной высоты положения деталей на концах валков.
При очень высоких требованиях к точности образующей цилиндрических заготовок необходимо учитывать прогиб валков под давлением брусков. Измерение формообразующей траектории заготовок в этом случае производят при рабочем давлении опущенных шлифовальных брусков.
Помимо оптимизации наладочных параметров суперфинишного станка при обработке деталей различных диаметров на одном валковом устройстве, необходима коррекция его положения относительно суперфинишных станций станка. Установку требуемого положения шлифовальных брусков в горизонтальной плоскости относительно точки перекрещивания осей валков реализуют путем разворота суперфинишных головок на станках, предусматривающих такое наладочное движение, или смещения брусков в державках. Недостаток последнего способа заключается в неравномерном износе брусков, особенно при обработке длинных деталей. Поэтому разработан способ наладки [74], при котором разворачивают все валковое устройство относительно каретки суперфинишного станка.
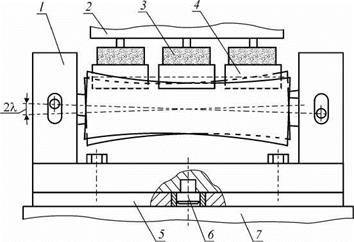
Модернизированное валковое устройство (рис. 7.12) содержит базовое валковое устройство 1, дополнительную плиту 5, ось устройства 6 и регулировочные устройства, которые условно не показаны. Валковое устройство фиксируют на плите с помощью оси 6, вокруг которой затем осуществляют поворот на необходимый угол относительно каретки 2 с установленными на ней брусками 3. Прижим всего валкового устройства с поворотной плитой к горизонтальной плоскости 7 станка осуществляют болтами.
|
Рис. 7.12. Модернизированное валковое устройство |
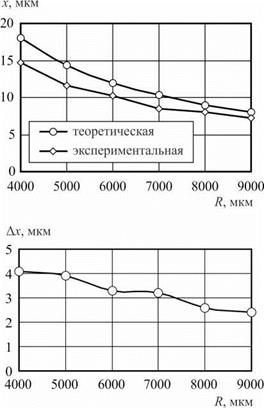
Проведена проверка адекватности математической модели по наладке бесцентрового суперфинишного станка при обработке бомбинированных поверхностей. Эксперимент выполнен на станке модели SZZ-3, оснащенном валками типа однополостных гиперболоидов, при обработке бомбинированных роликов 24×24. Применялись пять наладок суперфинишного станка по углу перекрещивания и межосевому расстоянию в соответствии с рассмотренной методикой, обеспечивающие теоретические значения радиусов траектории движения заготовки 9000; 8000; 7000; 6000; 5000 и 4000 мм. Расчетные значения величины бом — бины равны 18,0; 14,4; 12,0; 10,3; 9,0 и 8,0 мкм соответственно.
На каждой из наладок проводилась обработка 20 исходно цилиндрических заготовок. Использовались шлифовальные бруски 16x12x25 64С М40 СМ1 К, приработанные только в поперечном сечении по диаметру заготовок. Давление, амплитуда и частота осцилляции на всех суперфинишных станциях принималась одинаковой. Снимался припуск соответственно для различной величины бомбины: 0,04 мм (5 проходов), 0,03 мм (4 прохода), 0,025 мм (3 прохода), 0,025 мм (3 прохода), 0,02 мм (2 прохода) и 0,02 мм (2 прохода). Измерение величины бомбины выполнялось на круг — ломере Talyrond 30-РС по трем сечениям (на торцах и в середине заготовки). Использовалась стандартная методика, по которой измерительный датчик при контроле трех сечений детали остается постоянным, а стол с измеряемой деталью перемещают, осуществляя каждый раз центрирование.
По полученным экспериментальным данным рассчитаны значения бомбины х и ее несимметричности Ах, которые представлены на рис. 7.13. Анализ показал, что расхождение теоретических и экспериментальных значений радиусов бомбины роликов составило 15-20 % для диапазона радиусов формообразующей траектории 4000-9000 мм. Характер теоретической и экспериментальной зависимостей идентичен, экспериментальные значения величины бомбины примерно на 15 % меньше расчетных. Поэтому, если принять радиус траектории примерно на 15 % меньше, чем радиус бомбины ролика, то возможно получение величины бомбины с точностью 5-7 %, что значительно меньше соответствующего допуска по техническим требованиям. Неучтенные факторы (погрешности исходной геометрии заготовок, колебания давления брусков, неравномерный износ брусков и др.) привели к появлению несимметричности бомбины от 2,4 до 4,1 мкм. Большее значение несимметричности характерно для меньшего радиуса бомбины ролика.
|
Рис. 7.13. Зависимость величины бомбины х и несимметричности Ах от радиуса R траектории движения заготовок при бесцентровом суперфинишировании |
Таким образом, проведенная экспериментальная проверка основных теоретических моделей по наладке бесцентровых суперфинишных станков показала высокую степень их адекватности.