
В США распространены две классификации сталей: одна из них — ASTM (American Society for Testing Materials), другая — AISI (American Iron and Steel Institute).
По ASTM большинство сталей маркируется четырехзначным числом[9], в котором первые две цифры определяют группу сталей, а две последующие — среднее содержание углерода в сотых долях процента. Коррозионностойкие и жаростойкие стали обозначаются трехзначным числом, первая цифра в котором определяет класс стали (например, 4хх — хромистые стали). Шарикоподшипниковые стали обозначаются пятизначным числом, в котором последние три цифры отражают содержание хромав сотых долях процента.
Для характеристики некоторых особенностей в обозначение могут входить буквы. Стали
инструментальных сталей по A. I.S. I.
(American Iron and Steel Institute — Американский институт чугуна и стали)
|
Таблица 4.1
|
|
Марка стали |
Химический состав, % |
||||||||
|
C, не более |
Si |
Mn |
Co |
Cr |
Mo |
Ni |
V, не более |
W, не более |
|
|
не более |
|||||||||
|
A2 |
1,00 |
0,25 |
0,60 |
— |
5,25 |
1,10 |
— |
0,40 |
— |
|
A6 |
0,70 |
0,25 |
2,00 |
— |
1,00 |
1,00 |
— |
— |
— |
|
D2 |
1,50 |
0,40 |
0,40 |
0,60 |
12,00 |
0,90 |
— |
0,80 |
— |
|
H13 |
0,35 |
1,00 |
0,30 |
— |
5,00 |
1,50 |
— |
0,25 |
1,25 |
|
O1 |
0,90 |
0,25 |
1,20 |
— |
0,50 |
— |
— |
0,20 |
0,50 |
|
P5 |
0,10 |
0,30 |
0,30 |
— |
2,25 |
— |
— |
— |
— |
|
P20 |
0,30 |
0,30 |
0,30 |
— |
0,75 |
0,25 |
— |
— |
— |
|
Химический состав сталей производства США |
|
Таблица 4.2 |
|
повышенной прокаливаемости имеют после цифр букву Н. Стали, выплавленные в электропечах, перед цифрами содержат букву Е. Стали, легированные бором, между первой и второй парой цифр имеют букву В. Согласно AISI стали классифицируются по назначению. Характеристики инструментальных сталей (применительно к изготовлению пресс-форм) приведены в табл. 4.1.[3]. Следует отметить, что эта классификация не отражает конкретный химсостав сталей и способы ее производства, поэтому стали, принадлежащие одному классу, могут отличаться по своим характеристикам. Примерный химсостав приведен в табл. 4.2 [9,11]. |
|
Инструментальные стали производства Германии (по данным EOC Normalien) Таблица 4.3
|
 |
Стали, производимые в Германии
В Германии распространены две системы маркировки: марка стали обозначается при помощи букв и цифр и номер материала по DIN 17007, который обозначается только цифрами.
В Германии при изготовлении пресс-форм наиболее широко используются стали, приведенные в табл.4.3, аих химичесикйсостав-втабл. 4.4.
Обратите внимание: соответствие отечественным сталям условное, по наиболее близкому химическому составу. Например, материалы 1.2311 и 1.2312 имеют различную полируемость, в тоже время, оба укладываются в состав стали 40ХГМА.
Химический состав
сталей производства Германии[6, 9, 11]
После общего знакомства со стоящими задачами, пора рассмотреть используемые при полировке инструмент и насадки. Под инструментом подразумеваются механизированные устройства, предназначенные для привода различных рабочих насадок.
Инструмент можно классифицировать по мощности, используемому энергоносителю и по виду совершаемого движения. При полировке применяется пневматический, низковольтный электрический и электрический с гибким валом инструмент. По виду движения рабочего органа инструмент разделяется на инструмент вращательного действия — бормашинки, инструмент с возвратно-поступательным движением и ленточный — опиловочные устройства. Несколько отдельно стоит ультразвуковой инструмент.
Насадки выпускаются трех типов — с режущими кромками, абразивные и неабразивные. Первые и вторые используются непосредственно для обработки поверхности, третьи — в качестве притиров для полировочных паст. Насадки имеют соответствующую форму и хвостовики для крепления в том или ином инструменте. Некоторые насадки предназначены для использования вручную, являясь фактически ручным инструментом.
Большое, все расширяющееся разнообразие инструмента и насадок призвано обоспечить с минимальными затратами финишную обработку различных поверхностей. Некоторые инструменты предназначены, чтобы быстро удалить большие слои металла, другие — чтобы создать плоскостность или получить гладкость, третьи — разработаны для слияния поверхностей или улучшения точности профиля.
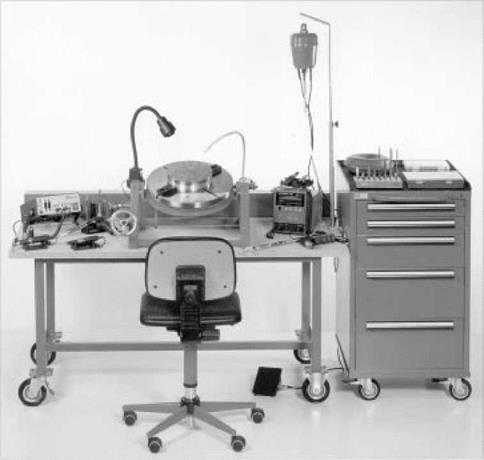 |
Начинающие полировщики используют в схожих ситуациях один и тот же инструмент, который рекомендовал им учитель. С опытом появляется творческий подход — насадки применяются по новому назначению, разрабатывается собственный инструмент. Высококлассного полировщика отличает также бережное обращение с инструментом и постоянное поддержание его в работоспособном состоянии. Рабочее место полировщика может выглядить, например, так, как показано нарис. 5.1[7].
Мощные шлифовальные бормашинки, как правило, оснащаются абразивными дисками или эластичными дисками с наклеенной на них абразивной бумагой и используются для быстрого съема металла.

 Прежде всего такой инструмент используется для удаления грубой шероховатости на крупногабаритных формах. Использовать мощные машинки следует с особой осторожностью: неравномерный прижим инструмента приведет к искажению формы поверхности, что потребует в дальнейшем длительной ее доводки.
Прежде всего такой инструмент используется для удаления грубой шероховатости на крупногабаритных формах. Использовать мощные машинки следует с особой осторожностью: неравномерный прижим инструмента приведет к искажению формы поверхности, что потребует в дальнейшем длительной ее доводки.
Мощные шлифовальные инструменты снабжены двигателями мощностью 200 — 900Вт. Это может быть инструмент с встроенным электродвигателем, либо с гибким валом, либо пневматическая машинка.
Крепление насадок различное: патроны, цангм с диаметром 6 мм (сменный вариант — 6,3мм), резьбовые шпиндели.
При работе необходимо соблюдать обычные меры предосторожности: защитные очки или щиток, закрытые волосы, особо следить за сохранность соединительного кабеля и надежностью заземления при работе на электрической машинке..