
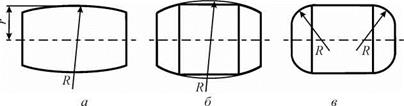
В подшипниковой промышленности для увеличения долговечности тел качения применяют бомбинированные и модифицированные поверхности. Бомбинированная поверхность имеет профиль продольного сечения, очерченный дугой окружности радиуса R, большего, чем собственно радиус r детали (рис. 5.18, а). Модифицированные поверхности образованы профилями в виде сопряжения прямой и дуги окружности (рис. 5.18, б) или прямой и двух дуг окружностей (рис. 5.18, в). Известны и более сложные формы профиля роликов подшипников с модифицированным контактом [28].
|
Рис. 5.18. Ролики подшипников: а — бомбинированные; б, в — модифицированные |
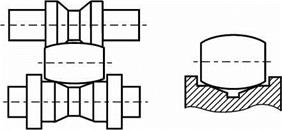
Суперфиниширование модифицированных поверхностей роликов выполняют по схемам с поперечной или продольной подачей. В первом случае обработку, как правило, осуществляют раздельно для дуговых и прямолинейных участков профиля заготовки. При базировании заготовка контактирует с валком в двух точках по длине, осевое перемещение ограничивается буртами на одном из валков (рис. 5.19).
|
Рис. 5.19. Позиционные валковые устройства для обработки роликов подшипников с модифицированным контактом |
На станках с продольной подачей возможно обработать все участки профиля на одной операции. Валки для обработки роликов с модифицированным контактом имеют два характерных вида участков (рис. 5.20): 1 — для цилиндрической поверхности, 2 — для бомбинированной поверхности.
|
Рис. 5.20. Профили валков для обработки роликов с модифицированным контактом |
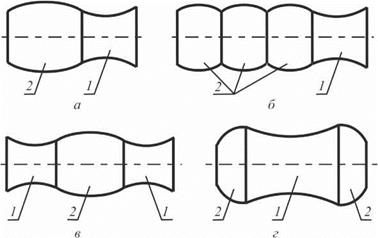
В зависимости от размеров заготовки и возможностей технологического оборудования используют валки с различным сочетанием участков вида 1 и 2. Например, валок с профилем, показанным на рис. 5.11, г, применяют для обработки ролика, изображенного на рис. 5.9, б. Расчет соответствующих участков профилей валков выполняют по методикам, изложенным в пп. 5.2, 5.4.