
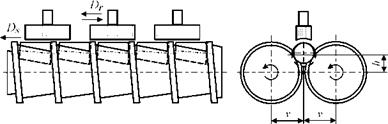
При обработке конических поверхностей валковая система бесцентрового суперфинишного станка (рис. 5.3) включает два параллельных валка с винтовыми канавками, один из которых является ведущим, а другой — поддерживающим (рис. 5.4).
|
Рис. 5.3. Схема суперфиниширования конических поверхностей деталей |
|
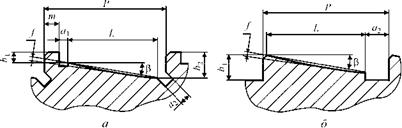
Рис. 5.4. Валки для суперфиниширования конических поверхностей: а — ведущий валок; б — поддерживающий валок |
Заготовки ориентированы на валках образующей конуса параллельно направлению осцилляции шлифовальных брусков.
Винтовая поверхность валка состоит из двух частей, которые формируют коническая и торцевая поверхности заготовки. При этом часть винтовой поверхности валков, образованную конической поверхностью и предназначенную для базирования заготовок, назовем рабочей, а другую часть винтовой поверхности, образованную основаниями усеченного конуса — вспомогательной. Продольное перемещение производит боковой участок вспомогательной поверхности валка, контактирующий с большим основанием конуса заготовки.
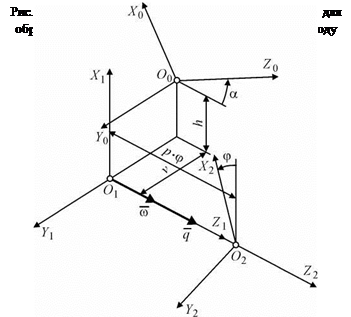
Введем в рассмотрение следующие координатные системы (рис. 5.5): S0(X0 О0 Y0 Z0) — система заготовки; S1(X1 О1 Y1 Z1) —
вспомогательная условно неподвижная система; S2(X2 О2 Y2 Z2) — система валка. Система координат S1 по отношению к системе S0 повернута вокруг оси Y против часовой стрелки на угол а и смещена на величину v по оси Y и на величину h по оси Х. Винтовое движение задают параметрыр и ф в системе S2. На рис. 5.5 показана правая винтовая линия. В связи с равенством угла образующей конуса и угла перекрещивания осей конической заготовки и валков из условий формообразования в дальнейших расчетах они имеют одинаковое обозначение а.
Поверхность валка определим как совокупность линий контакта заготовки и валка при их относительном винтовом движении. Для нахождения характеристики необходимо совместить координатную систему S0 с системой S2 и выделить контактные линии по кинематическому условию. Винтовая поверхность, образованная конусом при перекрещивании осей, является нелинейчатой.
Коническую поверхность заготовки опишем в параметрическом виде следующими уравнениями:
Х0 = u sin а cos ф;
![]() Y0 = u sin а sin ф; >
Y0 = u sin а sin ф; >
Z0 = rctga — u cos a,
где u, ф — криволинейные координаты конической поверхности; r — радиус основания конуса; a — угол образующей конуса.
Торцевую поверхность заготовки опишем как поверхность круга следующими уравнениями:
![]()
 |
X0 = r cos ft; Y0 = r sin ft; > Z0 = Z
где rj, ft — криволинейные координаты круга; z — координата, задающая осевое положение круга.
Переход из системы S0 в систему S1 осуществим с помощью следующей матрицы:
|
cos а |
0 |
sin а |
h |
|
0 |
1 |
0 |
—v |
|
— sin а |
0 |
cos а |
0 |
|
0 |
0 |
0 |
1 |
Проекции единичного вектора нормали в соответствии с формулой (5.17) примут вид
![]() nx = (cos2 a sin $ + sin2 a)cos ф + cos a cos $ sin ф; ny = -(cos2 asin $+sin2 a)sin ф + cos a cos $ cos ф;
nx = (cos2 a sin $ + sin2 a)cos ф + cos a cos $ sin ф; ny = -(cos2 asin $+sin2 a)sin ф + cos a cos $ cos ф;
nz = sin a cos a(1 — sin $).
Вектор скорости винтового движения определим по формуле
|
+ ч. |
ЮУ ry |
ю rz |
л _ +j ■ |
( Чу + |
Юх r |
Ю r |
л _ + к ■ |
( 4z + |
Юх г |
юУ " Г |
|
V |
У |
z |
У |
V |
х |
z |
У |
V |
х |
у У |
|
У |
|
ГУ |
|
+ ч- |
|
= г |
Без нарушения общности в выражении (5.19) примем ю = = 1 рад/с. Тогда имеем:
юх = 0; ay = 0; юг = 1. (5.20)
При этом проекции вектора поступательного движения
![]()
![]() qx = 0; qy = 0; qz = р.
qx = 0; qy = 0; qz = р.
В окончательном виде кинематическое условие (cos2a sin ft+ sin2 a + h)(u sin a cos ft — v) — — (cos a cos ft — v)(0,5u sin 2a sin ft+
+ (Rctga — u cos a) sin a + h) +
+ [pep + 0,5 sin 2a(1 — sin ft)] = = 0.
Уравнение (5.22) содержит три независимых параметра u, ft и p, поэтому не может быть решено в явном виде. Для определения поверхности валка необходимо совместное решение уравнений (5.10), (5.14) и (5.22) с использованием параметрической оптимизации.
Однако если кинематическое условие составить в системе координат, связанной с заготовкой, то угловой параметр p винтового движения в него не войдет, что упростит решение. При этом требуется выбрать системы координат таким образом, чтобы одна из осей системы заготовки была направлена по кратчайшему межосевому перпендикуляру. Аналогичный подход использован в [46], поэтому ограничимся выводом формул без подробных пояснений.
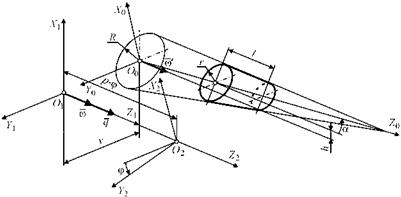
Введем в рассмотрение следующие координатные системы (рис. 5.6): S0(X0 О0 Y0 Z0) — система заготовки; S1(X1 О1 Y1 Z1) —
вспомогательная условно неподвижная система; S2(X2 О2 Y2 Z2) — система валка. Система координат S1 по отношению к системе S0 повернута вокруг оси Y против часовой стрелки на угол a и смещена по оси Y на величину v. Заготовка описана в виде усеченного конуса длиной l, расположенного на расстоянии h по оси Х в системе координат S0.
Коническую поверхность заготовки опишем в параметрическом виде следующим образом:
X0 = u sin a cos ft;
![]() Y0 = u sin a sin ft; )
Y0 = u sin a sin ft; )
Z0 = Rctga — u cos a,
где R — радиус основания продолженного конуса, R = r + h/cosa.
В координатной форме уравнения семейства поверхностей валка:
X2 = (X0 cos а + Z0 sin а) cos ф + (Y0 — v) sin ф;
![]() Y2 = —(X0 cosa + Z0 sina)sinф + (Y0 — v)cosф; > Z2 = —X0 sin a + Z0 cos a — рф — h / tga.
Y2 = —(X0 cosa + Z0 sina)sinф + (Y0 — v)cosф; > Z2 = —X0 sin a + Z0 cos a — рф — h / tga.
Относительное движение заготовки и валка определено скользящим вектором угловой скорости w и свободным вектором поступательного движения q. В результате приведения вектора w к точке О0 с помощью замены w’ = ю дополнительно появляется вектор-момент m (ю) = R • ю. Тогда выражение для скорости относительного движения примет следующий вид:
![]()
 |
V0 = wr + m(w) + q,
где r — радиус-вектор текущей точки конической поверхности; R0 (0; v; 0) — радиус-вектор точки приложения скользящего вектора ю.
Кинематическое условие в окончательном виде:
![]() (Rctga cos a — u )sin a sin Ф + (v cos a — p sin a)cos a cos Ф+
(Rctga cos a — u )sin a sin Ф + (v cos a — p sin a)cos a cos Ф+
+ (v sin a — p cos a)sin a = 0.
Уравнение (5.26) относительно параметра Ф является трансцендентным, однако его можно преобразовать в квадратное уравнение, введя замену переменной:
![]() (p sin 2a — v cos 2a)tg2 — +
(p sin 2a — v cos 2a)tg2 — +
![]() Ф
Ф
+ 2 sin a(Rctga cos a — u)tg— + v = 0.
Уравнение (5.27) устанавливает связь между параметрами и и Ф. Данное уравнение имеет два решения, соответствующие двум контактным линиям.
Совместное решение уравнений (5.23), (5.24), (5.27) с секущими плоскостями позволяет получить осевое, торцевое или нормальное сечения валка. Осевое сечение поверхности валка получим, приняв Y1 = 0:
2 Ф
(p sin 2a — v cos2a)tg — +
Ф
+ 2sin a(Rctga cos a — и )tg— + v = 0; и sin a sin Ф-v
tg9 =———————————————— ;
и sin a cos a(cos Ф -1) + R cos a
![]() X2 = (u sin a cos a(cos Ф -1) + R cos a)cos ф +
X2 = (u sin a cos a(cos Ф -1) + R cos a)cos ф +
+ (u sin a sin Ф — v) sin ф;
Z2 = —u sin2 acos Ф+
+ (Rctga — u cos a) cos a — pф — h / tga.
Система уравнений (5.28) выражает в параметрической форме осевое сечение валка. Хотя в формулы входят переменные u, Ф и ф, но так как две из них уже связаны кинематическим
условием, то независимых параметров только два. Поэтому решение находят относительно переменных ft и ф при фиксированных значениях параметра u = R/sina — z/cosa, где координата ze [h/sina; h/sina + /].
Аналогичным образом получено кинематическое условие для торцевой круговой поверхности заготовки:
Анализ уравнения (5.29) показал, что для реальных наладок суперфинишного станка v + pctga > r и контактная линия располагается вне круговой поверхности заготовки радиуса г. Поэтому формировать вспомогательную часть винтовой поверхности валка будут окружности сопряжения конической и торцевых поверхностей заготовки. Переходная поверхность, образованная малым основанием усеченного конуса заготовки, функционального назначения не имеет.
Переходная кривая будет получена на валке, если сообщить окружности основания конуса в системе S0 винтовое движение (осевое сечение):
Г sin ft — v
^ф=———— !———:—;
Г cos a cos ft+ zi sin a
![]() X2 = (r cos a cos ft + zt sin a)cos ф + (rj sin ft — v) sin ф; Z2 = —j sin acos ft + z cos a — рф — h / tga,
X2 = (r cos a cos ft + zt sin a)cos ф + (rj sin ft — v) sin ф; Z2 = —j sin acos ft + z cos a — рф — h / tga,
где r — радиус круговинтовой линии, r = R — zt tga; zt — координата круговинтовой линии.
Построение круговинтовых линий также дало возможность рассмотреть и рабочую часть винтовой поверхности валка, а их совместный анализ в общей системе координат позволил оценить характер сопряжения и сформировать винтовую поверхность в целом.
Таким образом, поверхность валка для обработки конических поверхностей представляет собой нелинейчатую винтовую по
верхность, включающую рабочий участок, обеспечивающий базирование заготовок при обработке, и вспомогательный, обеспечивающий продольную подачу. Рабочий участок валка определяют по формулам (5.28) на основе кинематического условия касания поверхностей, а вспомогательный участок — по формулам (5.30) как след, оставленный круговинтовыми линиями окружностей сопряжения конической и торцевых поверхностей заготовки.
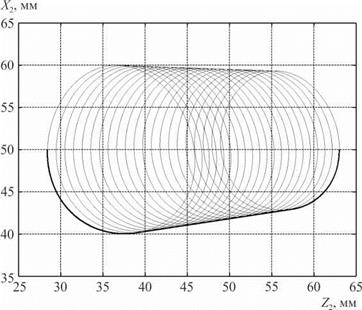
В табл. 5.3 и на рис. 5.7 приведен пример расчета осевого сечения валка для следующих исходных данных: r = 10 мм; а = 5°; l = 20 мм; p = 40 мм; h = 30 мм; v = 40 мм.
В общем случае рабочий участок осевого сечения валка получается криволинейным. Оценить такой профиль валка можно, используя угол профиля в и стрелу прогиба f (см. рис. 5.4). Практическое значение также имеет ширина переходных кривых h1 и h2, которая определяет дополнительные участки профиля а1, а2 и шаг р винтовой поверхности валка. Для приведенного примера получены параметры профиля: в = 8°36’6"; f = -0,004 мм; h1 = 10,4 мм; h2 = 5,6 мм (табл. 5.3).
Таблица 5.3
Осевой профиль валка для обработки конических поверхностей
|
Но мер- точ ки |
Параметры |
Коорд про< |
инаты иля |
Но мер точ ки |
Параметры |
Коорд про< |
инаты иля |
||
|
Ф, град |
и, мм |
Z2, мм |
X2, мм |
Ф, град |
и, мм |
Z2, мм |
X2, мм |
||
|
1 |
42,5 |
— |
28,452 |
49,998 |
13 |
— |
106,707 |
46,297 |
41,225 |
|
2 |
54,7 |
— |
28,596 |
47,877 |
14 |
— |
104,699 |
48,142 |
41,504 |
|
3 |
66,9 |
— |
29,155 |
45,810 |
15 |
— |
102,691 |
49,987 |
41,783 |
|
4 |
79,1 |
— |
30,154 |
43,903 |
16 |
— |
100,684 |
51,833 |
42,063 |
|
5 |
91,3 |
— |
31,589 |
42,269 |
17 |
— |
98,676 |
53,680 |
42,343 |
|
6 |
103,5 |
— |
33,414 |
41,019 |
18 |
— |
96,668 |
55,528 |
42,624 |
|
7 |
115,7 |
— |
35,531 |
40,247 |
19 |
— |
94,661 |
57,376 |
42,904 |
|
8 |
127,9 |
— |
37,788 |
40,016 |
20 |
142,77 |
— |
58,373 |
43,135 |
|
9 |
— |
114,737 |
38,927 |
40,114 |
21 |
156,91 |
— |
60,144 |
44,005 |
|
10 |
— |
112,730 |
40,768 |
40,391 |
22 |
171,05 |
— |
61,551 |
45,355 |
|
11 |
— |
110,722 |
42,610 |
40,669 |
23 |
185,19 |
— |
62,504 |
47,066 |
|
12 |
— |
108,714 |
44,453 |
40,947 |
24 |
199,33 |
— |
62,973 |
49,003 |
|
Рис. 5.7. Профиль валка для обработки конических поверхностей |
Рассмотрим влияние основных параметров формообразования на профиль осевого сечения валка для обработки конических деталей.
Проведенный численный анализ установил, что для реальных наладок суперфинишного станка рабочий и вспомогательный участки осевого профиля валка имеют плавное сопряжение с одной точкой контакта.
Профиль рабочего участка валка криволинейный, характерная форма — вогнутость в пределах f = —0,001 —0,01 мм для ис
пользуемых наладок станка. Выпуклый профиль наблюдается лишь в случаях h > v и при больших углах а, что не свойственно суперфинишированию конических деталей. Угол профиля в валка всегда больше, чем угол а конической детали, и обычно удовлетворяет соотношению в = (1,5_2)а.
Наибольшее влияние на профиль рабочего участка оказывают следующие параметры: угол а конической заготовки (угол перекрещивания осей валка и заготовки), шаг р винтовой поверхности и соотношение h/v вертикальной и горизонтальной наладочных координат станка.
Увеличение угла а приводит к увеличению параметров профиля в и f причем увеличивается не только абсолютная величина угла профиля в, но и соотношение в/а. Увеличение шага р или соотношения h/v ведет к одновременному увеличению угла в и уменьшению стрелы прогиба f При некоторых соотношениях h/v профиль валка будет прямолинейным (f = 0) в достаточно широком диапазоне изменения угла а.
Ширина переходных кривых зависит от тех же параметров, что и профиль рабочего участка. Шаг р винтовой поверхности и радиус r основания конической заготовки однозначно влияют на параметры h и h2 — при их увеличении они также увеличиваются. С ростом угла а ширина переходной кривой большего торца hi возрастает, а меньшего торца h2 — убывает. Повышение соотношения h/v приводит к одновременному увеличению ширины обеих переходных кривых.