
В условиях индивидуального и мелкосерийного производства для окончательной обработки цилиндрических и конических поверхностей применяют суперфинишные головки моделей СФГ-50, СФГ-100 и СФГ-300. Головки устанавливают на обычные токарные, круглошлифовальные или карусельные станки так, чтобы они не мешали производить токарные или шлифовальные работы.
Для последовательной обработки коренных и шатунных шеек коленчатых валов служит суперфинишная головка СШ — 301 (табл. 4.4), предназначенная для установки на круглошлифовальном станке модели 3А423 вместо шлифовальной бабки. Головка может быть переналажена на полирование шеек коленчатых валов. Максимальный радиус кривошипа 105 мм.
Суперфинишная головка модели СШ-301 предназначена для последовательной обработки абразивными брусками коренных и шатунных шеек коленчатых валов и может быть налажена на полирование шеек абразивной лентой. Головка устанавливается на шлифовальный станок модели 3А 423, используемый для пере — шлифовки коренных и шатунных шеек коленчатых валов.
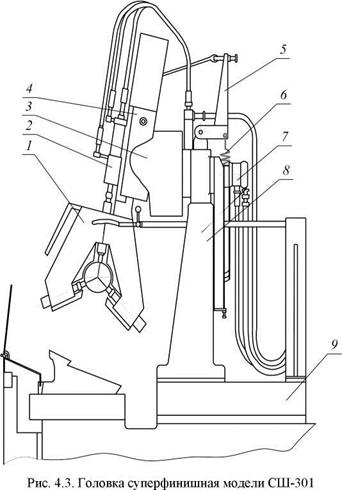
Головка состоит из следующих основных узлов (рис. 4.3): основания 9, стойки 8, механизма осциллирования 3 и каретки 4. На роликовых направляющих механизма осциллирования установлен кронштейн, на поворотной оси которого подвешены каретка 4 и инструментальная головка 1. Расположение инструментальной головки на поворотной оси обеспечивает слежение инструмента за вращением шейки во время обработки. Уравновешивание массы инструментальной головки производится пружиной 6 через цепную передачу 5. Привод механизма осциллирования осуществляется гидродвигателем 7, подвод и прижим брусков — гидроцилиндром 2, установленным на салазках каретки.
|
|
|
Технические характеристики суперфинишных головок
|
Инструментальная головка 1 имеет три ползуна, в которых закреплены абразивные бруски. Ползуны системой рычагов соединены между собой таким образом, что при перемещении верхнего ползуна синхронно перемещаются боковые ползуны, производя зажим и отжим инструмента от обрабатываемой шейки вала. Для установки коленчатого вала в центрах станка и при переходе с одной шейки на другую механизм осциллирования вместе с кареткой и инструментальной головкой поднимается вверх по направляющим стойки 1. Подъем осуществляется гидроцилиндром, расположенным в стойке.
Станция гидропривода, станция охлаждения и электрошкаф расположены с задней стороны станка. Зона обработки закрыта щитком, установленным на станине станка. Для переналадки головки СШ-301 на обработку абразивной лентой с ползунов инструментальной головки снимаются державки с абразивными брусками, а на их месте устанавливаются специальные колодки для прижима ленты и два направляющих ролика: один с абразивной лентой, второй — для приема отработанной ленты.