
Выбор характеристики брусков. Результаты суперфиниширования во многом зависят от правильности выбора характеристики брусков и рациональности режимов резания, так как только в этом случае обеспечиваются необходимая точность, максимальная производительность и минимальный расход брусков. Абразивные инструменты могут обрабатывать различные по твердости материалы и обладают способностью самозатачиваться. Восстановление режущей способности в процессе работы (самозатачивание) происходит в результате обламывания, выкрашивания и вырывания зерен в случае, когда сила резания превосходит прочность зерен или силу их сцепления со связкой. В зависимости от характеристики брусков, режимов резания и обрабатываемого материала свойство самозатачивания проявляется по-разному.
Шлифовальные бруски характеризуют следующими основными параметрами: абразивный материал, зернистость, материал связки, твердость, концентрация (для алмазных и эльборовых брусков), геометрическая форма и размеры.
При суперфинишировании наибольшее распространение получили бруски, изготовленные из электрокорунда белого (марок 24А, 25 А) и карбида кремния зеленого (марок 63 С, 64С). При обработке закаленных сталей используют оба этих материала, а при обработке чугуна и вязких материалов — бруски из карбида кремния зеленого. В отдельных случаях для получения шероховатости Иа = 0,04…0,02 мкм применяют бруски из хромистого электрокорунда (марок 33А, 34А) зернистостью М3-М1.
Согласно ГОСТ 3647-80 шлифовальные материалы должны иметь следующую зернистость:
шлифзерно — 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16; шлифпорошки — 12, 10, 8, 6, 5, 4; микропорошки — М63, М50, М40, М28, М20, М14; тонкие микропорошки — М10, М7, М5, М3, М2, М1.
В зависимости от процентного содержания основной фракции обозначение зернистости дополняют буквенными индексами В, П, Н, Д.
Согласно ГОСТ 2456-82 шлифовальные бруски на керамической и бакелитовой связках должны изготавливаться из абразивных материалов и иметь зернистость, указанную в табл. 2.1. Однако стандарт допускает выпускать бруски из других групп шлифовальных материалов и с другой зернистостью.
|
Таблица 2.1 Выбор марки и зернистости шлифовальных брусков (ГОСТ 2456-82)
|
В соответствии с ГОСТ 19202-80 установлена следующая шкала твердости абразивного инструмента:
ВМ1, ВМ2 — весьма мягкий;
М1, М2, М3 — мягкий;
СМ1, СМ2 — среднемягкий;
С1, С2 — средний;
СТ1, СТ2, СТ3 — среднетвердый;
Т1, Т2 — твердый;
ВТ — весьма твердый;
ЧТ — чрезвычайно твердый.
Цифры 1, 2, 3 справа от буквенного обозначения дополнительно определяют твердость абразивного инструмента в порядке ее возрастания. Определение и контроль твердости производят на приборе Роквелла типа ТР (ГОСТ 23677-79).
Структуру абразивного инструмента характеризуют содержанием абразивного материала в единице его объема. Абразивные инструменты изготавливают со структурами от № 1 до № 12. Чем выше номер структуры, тем больше связки и меньше зерен в единице объема инструмента. Структуры № 1-4 называют закрытыми (плотными), № 5-8 — средними, № 9-12 — открытыми.
Шлифовальные бруски, используемые при суперфинишировании, изготавливают на керамической (К) и бакелитовой (Б) связках. Наибольшее распространение получили бруски на керамической связке, которая обеспечивает интенсивное самозатачивание бруска. Керамическая связка, обладая большой жесткостью, позволяет абразивным зернам внедряться на большую глубину и производить интенсивное резание. Упругая и эластичная бакелитовая связка не допускает значительного внедрения абразивного зерна в металл, так как наиболее выступающие зерна, внедряясь в металл, одновременно вдавливаются в связку, предоставляя возможность следующему ряду зерен участвовать в работе. Таким образом, увеличивается количество абразивных зерен, участвующих в работе, и одновременно уменьшается удельное давление. Малая глубина внедрения зерен дает малый съем металла и создает условия для быстрого перехода к режиму полирования.
Керамическая связка имеет значительную химическую стойкость и водостойкость, может работать с любым видом СОЖ и без охлаждения, позволяет получать абразивный инструмент любой зернистости и твердости. Шлифовальные бруски на керамической связке изготавливают методами прессования и литья. Недостатком керамической связки является ее хрупкость, которая при увеличении частоты колебаний бруска в ряде случаев приводит к скалыванию его кромок. Для уменьшения хрупкости и устранения сколов применяют пропитку брусков серой.
Литые бруски имеют ряд преимуществ по сравнению с прессованными: обладают высокой однородностью структуры и большим количеством режущих зерен на их рабочей поверхности, быстро и хорошо прирабатываются в поверхности детали, равномерно изнашиваются и хорошо самозатачиваются. Все это обеспечивает длительное сохранение режущей способности бруска, увеличивая съем металла в 1,6—2,8 раза по сравнению с прессованными брусками той же зернистости. Применение литых брусков, обладающих равномерным распределением зерен и связки с малыми колебаниями твердости, позволяет получить низкую шероховатость поверхности Ra = 0,032.. .0,020 мкм.
Бакелитовая связка имеет более высокую прочность и упругость, чем керамическая, но обладает невысокой теплостойкостью (примерно 200 °С) и недостаточной устойчивостью к воздействию СОЖ. При использовании СОЖ, содержащей более 1,5 % щелочей, абразивный инструмент на бакелитовой связке «размокает», несколько теряя при этом твердость и прочность.
При суперфинишировании деталей из специальных сталей и сплавов, отличающихся большой пластичностью и малой твердостью (коррозионно-стойкие стали, жаропрочные сплавы и др.), рекомендуют предварительную обработку производить брусками на керамической связке, а окончательную для достижения шероховатости Ra = 0,063.0,020 мкм — брусками на бакелитовой связке с графитом. Графит, введенный в бакелитовую связку, предотвращает налипание металла на брусок. Также бруски с графитовым наполнителем применяют для получения поверхностей с низкой шероховатостью. Съем металла при обработке этими брусками минимален. Такие бруски вырезают из шлифовальных кругов, изготавливаемых по ОСТ 2-И70-1-78 на связке ГФ.
Обработка алмазными брусками значительно повышает производительность суперфиниширования, так как их период стойкости в десятки раз выше, чем у обычных абразивных брусков. Алмазные зерна долгое время сохраняют свои режущие свойства, что обеспечивает более интенсивный съем металла. Алмазные бруски представляют собой державку с нанесенным на нее рабочим алмазоносным слоем, который состоит из зерен природных или синтетических алмазов, связки и наполнителя. Алмазные бруски характеризуют: маркой материала, зернистостью, связкой, твердостью и концентрацией алмаза.
Согласно ГОСТ 9206-80Е марки алмазных порошков имеют следующие обозначения:
1) из зерен природных алмазов:
А — шлифпорошки;
АМ — микропорошки;
АН — микропорошки с повышенной абразивной способностью;
2) из зерен синтетических алмазов:
АС — шлифпорошки;
АСМ — микропорошки;
АСН — микропорошки с повышенной абразивной способностью;
АР — шлифпорошки из синтетических поликристаллических алмазов.
В качестве связки в алмазных брусках применяют керамические, органические (бакелитовые) и металлические связующие вещества. Алмазные бруски выпускают с 50-, 100- и 150%-ной концентрацией алмазов. При 100%-ной концентрации алмазов в 1 мм3 алмазоносного слоя содержится 4,89 карата (0,878 мг) алмазного порошка. Это составляет 25 % объема алмазоносного слоя, остальные 75 % объема занимают связка и наполнитель. При 50%-ной концентрации алмазного порошка будет соответственно в два раза меньше.
В основном алмазные бруски изготавливают на металлических связках марок М1-М3. Освоено также производство брусков на металлосиликатных связках марок МС и МК, эластичных органических и никелевых связках. Эластичные бруски изготавливают на каучукосодержащих связках марок Р4, Р9, Р11, Р13, Р14.
При суперфинишировании применяют также шлифовальные бруски из эльбора. Преимуществами эльбора перед алмазом, как инструментальным материалом, являются его высокая теплостойкость (1300-1400 °С) и диффузионная устойчивость. Эльборовые бруски характеризуют: маркой материала, зернистостью, связкой, твердостью и концентрацией эльбора. Бруски из эльбора на керамической связке целесообразно использовать при обработке заготовок высокой твердости, в первую очередь из легированных сталей, имеющих в своей структуре карбиды, нитриды и другие составляющие, твердость которых близка к твердости обычных абразивных материалов. Так, при суперфинишировании азотированной и цементированной сталей интенсивность съема металла брусками из эльбора в 1,4-1,5 раза, а при обработке быстрорежущей стали в 5-7 раз выше, чем брусками из карбида кремния. Характерной особенностью брусков из эльбора является их высокая стойкость.
Шлифзерно и шлифпорошки эльбора выпускают двух марок: ЛО — обычной механической прочности и ЛП — повышенной механической прочности. Микропорошки производят также двух марок: ЛВМ — с высоким содержанием основной фракции и ЛПМ — с повышенным содержанием основной фракции.
Согласно ОСТ 2-МТ79-2-75 зернистость эльбора имеет следующие обозначения:
шлифзерно — Л20, Л16; шлифпорошки — Л12, Л10, Л8, Л5, Л4; микрошлифпорошки — ЛМ63, ЛМ50, ЛМ40, ЛМ28, ЛМ20, ЛМ14, ЛМ10, ЛМ7, ЛМ5;
особо тонкие микрошлифпорошки — ЛМ3, ЛМ1.
Применение алмазных и эльборовых брусков экономически выгодно при обработке заготовок из твердых сплавов и закаленных сталей с высокой твердостью, имеющих высокую исходную шероховатость, крупногабаритных деталей (шпинделей, валков бумагоделательных машин, прокатных станов и др.), а также в условиях массового производства, когда износ брусков велик и затрачивается значительное время на их смену.
Высокая режущая способность алмазных и эльборовых брусков затрудняет получение низкой шероховатости поверхности и наиболее благоприятного микрорельефа поверхности, так как процесс суперфиниширования трудно перевести в режим трения-полирования. В то же время повышение производительности обработки и стойкости брусков является актуальной задачей на предварительных операциях при съеме увеличенных припусков (10-20 мкм). Большое влияние на свойства алмазного инструмента оказывают механические свойства связки. Чаще всего не удается полностью использовать возможности алмазных зерен: когда связка слишком мягкая, то она быстро изнашивается, и алмазные зерна выкрашиваются слишком рано.
Хорошие результаты при суперфинишировании закаленных сталей показывают бруски без связки, получаемые прессованием абразивных зерен ударной волной [29]. Данная технология позволяет изготавливать инструмент без связки более прочным (в 2-2,5 раза), чем традиционные абразивные инструменты. Это приводит к многократному повышению стойкости шлифовальных брусков. Кроме того, большое количество зерен, участвующих в работе резания, способствует одновременному повышению производительности и снижению шероховатости поверхности.
Рекомендации по выбору абразивного материала и связки брусков приведены в табл. 2.2.
Выбор абразивного материала и связки брусков
для суперфиниширования
|
Таблица 2.2
|
На выбор характеристики бруска влияют следующие факторы: марка обрабатываемого материала и его твердость, исходная шероховатость поверхности заготовки, требуемая шероховатость поверхности детали после обработки.
Выбор зернистости шлифовального бруска производят в зависимости от исходной и требуемой шероховатости поверхности (табл. 2.3). Чем грубее исходная поверхность, тем крупнее должна быть выбрана зернистость брусков. Увеличение зернистости приводит к увеличению производительности, но одновременно увеличивается и шероховатость обработанной поверхности. В случае, когда заданную шероховатость можно получить брусками смежных зернистостей, применяют более крупнозернистые бруски, обеспечивающие более интенсивный съем металла. При работе в несколько переходов зернистость брусков последовательно уменьшают. Меньшая шероховатость поверхности достигается с помощью литых брусков. Например, для получения шероховатости Ra = 0,32…0,16 мкм можно применять как прессованные бруски зернистостью М40, М28, так и литые бруски зернистостью М14.
Выбор зернистости шлифовальных брусков в зависимости
от требуемой шероховатости поверхности
|
Таблица 2.3
|
В табл. 2.4 приведены данные об интенсивности съема металла при суперфинишировании сталей брусками из карбида кремния зеленого и эльбора.
Интенсивность съема металла
при суперфинишировании сталей [5]
|
Таблица 2.4
|
Выбор твердости бруска проводят в зависимости от материала, твердости и шероховатости поверхности заготовки (табл. 2.5). При суперфинишировании стальных заготовок можно руководствоваться следующим правилом: чем тверже обрабатываемый материал, тем мягче брусок, и чем грубее обрабатываемая поверхность, тем тверже брусок.
Литые бруски при прочих равных условиях следует брать на две-три степени тверже прессованных. При обработке деталей из вязких сталей и сплавов целесообразно применять мягкие бруски ВМ-М2. При обработке чугуна твердость брусков необходимо повышать до степени С-СТ.
О правильном выборе твердости бруска свидетельствует его быстрая приработка к поверхности заготовки и равномерный постоянный износ в течение длительного времени (приблизительно 5-10 мкм на 1 мкм съема металла при угле сетки рисок а = 30…500). Твердость брусков из эльбора на керамической связке назначают в диапазоне СТ2-Т2, при этом износ бруска составляет 0,2-0,5 мкм на 1 мкм съема металла.
Выбор твердости шлифовальных брусков в зависимости
от исходной шероховатости поверхности
|
Таблица 2.5
|
Для повышения стойкости абразивного инструмента в его поры вводят твердые активные смазки, улучшающие условия резания и качество обработанной поверхности. В зависимости от условий обработки шлифовальные бруски пропитывают серой, сульфинированным стеарином, эпоксидно-бакелитовым раствором. Заполнение пор бруска активными веществами является действенным средством регулирования режущих свойств абразивного инструмента [6].
Результаты испытаний показали, что шлифовальные бруски, поры которых заполнены твердой смазкой, изнашиваются в 2-3 раза меньше обычных и не засаливаются. Их режущие свойства постоянны, в результате чего съем металла увеличивается. Этот эффект достигается благодаря тому, что твердая смазка ограничивает глубину проникновения режущих зерен в обрабатываемую поверхность и препятствует попаданию стружки в поры. Также, расплавляясь в зоне резания, она смазывает трущиеся поверхности бруска и детали, исключает налипание стружки на режущие зерна. Получение наибольшей эффективности от применения брусков с твердыми смазками возможно только при соответствующем подборе режимов резания, которые обеспечат на этапе полирования выделение в зоне резания тепла, достаточного для расплавления твердой смазки.
Исходные характеристики брусков, подлежащих пропитке, выбирают в зависимости от выполняемой работы. Твердость брусков назначают обычно на 10-20 единиц меньше твердости брусков, работающих без пропитки, допускаемый разброс твердости шире — 15-30 единиц. Зернистость пропитанных брусков может быть увеличена на 1-2 номера по сравнению с зернистостью обычных брусков. Необходимо отметить, что твердость брусков после пропитки повышается до некоторой постоянной величины и мало зависит от исходной твердости бруска.
На предприятиях-потребителях иногда в целях уменьшения износа брусков на керамической связке их пропитывают бакелитом или серой. Пропитка бакелитом повышает твердость примерно на 1-3 степени, а пропитка серой — на 2-5 степеней.
Определение формы и размеров брусков. Правильный выбор размеров бруска имеет большое значение при суперфинишировании, так как устранение исходной огранки и волнистости происходит только в том случае, когда рабочая поверхность бруска превышает длину волны в поперечном сечении обрабатываемой заготовки.
Рабочая ширина бруска определяет угол охвата поверхности заготовки. Установлено, что при угле охвата 75° достигается максимальный съем металла и наименьшее значение шероховатости поверхности. Обычно рабочую ширину бруска выбирают в пределах 0,5-0,6 диаметра заготовки. Использование брусков шириной больше 25 мм нецелесообразно, так как это затрудняет доступ СОЖ в зону обработки и удаление отходов. При чрезмерной дуге контакта заготовки с бруском происходят частые сколы кромок. Для обработки заготовок больших диаметров применяют одновременно два-четыре бруска, закрепленных в специальной державке.
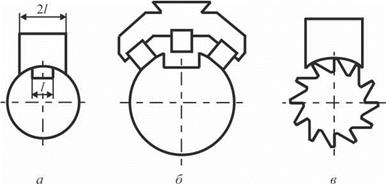
При обработке деталей с широкими продольными канавками или пазами ширина бруска должна быть в 1,5-2 раза больше, чем ширина канавки или паза (рис. 2.7, а). Если применяют два бруска, то ширина каждого из них должна превышать ширину канавки, если три бруска — то в момент нахождения одного из брусков над канавкой два других должны прилегать к детали (рис. 2.7, б). При обработке разверток (рис. 2.7, в) под бруском должно находиться не менее трех зубьев, а при обработке шлицевых валов — не менее двух шлицев.
|
Рис. 2.7. Схема суперфиниширования деталей с пазами |
Длину бруска выбирают в зависимости от длины обрабатываемой поверхности. При обработке открытых поверхностей с применением продольной подачи длина бруска должна составлять не более 1/3 длины обрабатываемой поверхности. При суперфинишировании коротких участков поверхности методом врезания рекомендуют бруски, длина которых равна длине обрабатываемой поверхности или меньше ее на величину амплитуды колебаний. На практике максимальная длина бруска не превышает 50-70 мм, лишь при обработке особо длинных заготовок используют бруски длиной 100-120 мм.
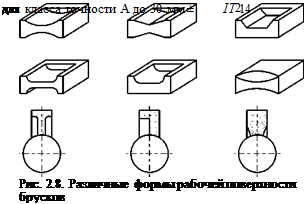
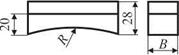
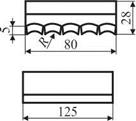
При суперфинишировании без продольной подачи открытых поверхностей или поверхностей, ограниченных буртами, концевые участки или участки, прилегающие к бурту, находятся в контакте с бруском меньшее время, чем в средней части, поэтому в результате более интенсивного съема в средней части образуется погрешность формы в виде седлообразности. Чтобы этого избежать, рекомендуют в средней части брусков делать трапецеидальные, полукруглые или другого типа вырезы размером до 2/3 ширины бруска (рис. 2.8).
При бесцентровом суперфинишировании получили применение шлифовальные бруски двух типов: квадратные (БКв) и прямоугольные (БП).
 |
Бруски изготавливают двух классов точности: А и Б. Предельные отклонения брусков должны соответствовать следующим квалитетам:
![]()
свыше 30 мм ±
свыше 18 мм ±———— .
2
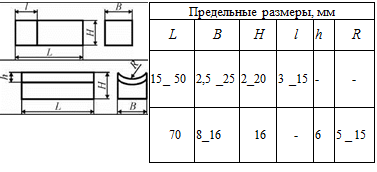
Стандартные формы и размеры шлифовальных брусков приведены в табл. 2.6, брусков из алмаза — в табл. 2.7, брусков из эльбора — в табл. 2.8. Размеры шлифовальных брусков по ГОСТ 2456-82 даны в табл. 2.9.
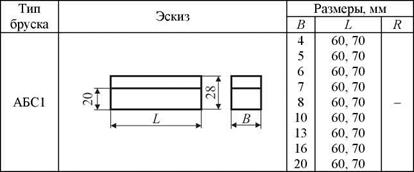
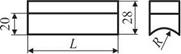
Отечественная промышленность выпускает алмазные бруски следующих типоразмеров: АБС1 — прямого профиля, АБС2, АББС и АБС3 — с радиусом вогнутости в поперечном и продольном сечениях соответственно. Бруски изготавливают на керамической связке СК1 из алмазных микропорошков АСМ зернистостью от 28/20 до 5/3 100%-ной концентрации. Твердость брусков С1-Т2. Бруски типа АБС имеют металлическую державку, бруски типа АББС — полиэтиленовую.
|
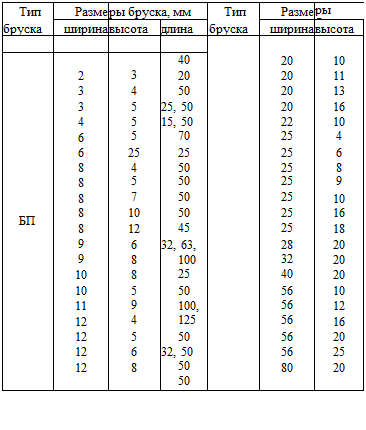
Таблица 2.6 Типаж шлифовальных брусков (ГОСТ 2456-82*)
|
Таблица 2.7
|
Типаж алмазных брусков
|
|
|||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||
![]()
Бруски типа АББС выпускают в виде блоков, состоящих из пяти или шести брусков. Все блок-бруски имеют одинаковые габаритные размеры и отличаются только числом брусков в блоке и радиусом вогнутости бруска. При обозначении блок — брусков в конце добавляется буква «К». Перед установкой на станок блок разрезают на бруски, а затем отдельные бруски — по длине. Разрезку начинают со стороны корпуса. Бруски с полиэтиленовой державкой, установленные в инструментальных головках, должны опираться по всей длине, чтобы исключить возможность их прогиба при прижиме к обрабатываемой детали. Эльборовые и алмазные бруски изготавливают, как правило, с радиусной рабочей поверхностью (в соответствии с радиусом детали), что позволяет избежать длительной приработки бруска и непроизводительного расхода дорогостоящего материала.
 |
|
Типаж эльборовых брусков
|
Таблица 2.9 Размеры шлифовальных брусков (ГОСТ 2456-82)
|
 |
|
Бруски из эльбора на керамической связке по ОСТ 2-И72-2-75 изготавливают из микропорошков зернистостью от ЛМ40 до ЛМ5 с концентрацией эльбора 50, 100, 150 % и степенью твердости М1-Т2. Высота эльборосодержащего слоя равна 6 и 16 мм для всех размеров брусков. Размеры брусков типа ЛБС из эльбора даны в табл. 2.10.
Маркировку брусков производят в следующем порядке: тип бруска, размеры по ГОСТу, абразивный материал, зернистость, твердость, связка, особые обозначения (литые бруски — Л, пропитка серой для брусков из алмаза и эльбора — С), концентрация. У алмазных брусков на органической связке твердость не указывают.
Размеры брусков типа ЛБС из эльбора
на керамической связке (ОСТ 2-И72-2-75)
|
B, мм |
H, мм |
L, мм |
R, мм |
B, мм |
H, мм |
L, мм |
R, мм |
|
4 |
16 |
50 |
2,5 |
8 |
16 |
36 |
5,0 |
|
4 |
16 |
70 |
3,0 |
8 |
16 |
50 |
5,0 |
|
4 |
16 |
100 |
2,5 |
8 |
16 |
50 |
6,0 |
|
5 |
16 |
50 |
3,0 |
8 |
16 |
70 |
5,0 |
|
5 |
16 |
70 |
3,0 |
8 |
16 |
70 |
6,0 |
|
5 |
16 |
70 |
15,0 |
8 |
16 |
100 |
5,0 |
|
5 |
40 |
70 |
3,0 |
8 |
16 |
10 |
6,0 |
|
5 |
16 |
100 |
3,0 |
10 |
16 |
50 |
7,0 |
|
6 |
16 |
50 |
4,0 |
10 |
16 |
70 |
7,0 |
|
6 |
16 |
70 |
4,0 |
13 |
16 |
70 |
9,0 |
|
6 |
40 |
70 |
3,5 |
13 |
16 |
70 |
10,0 |
|
6 |
4 |
76 |
9,0 |
13 |
16 |
70 |
11,0 |
|
6 |
16 |
100 |
4,0 |
13 |
20 |
50 |
9,0 |
|
7 |
40 |
70 |
10,0 |
16 |
16 |
70 |
12,0 |
Пример условного обозначения бруска типа БКв шириной В = 25 мм, длиной L = 150 мм, из белого электрокорунда марки 24А зернистостью М14, степени твердости СМ1 на керамической связке с номером структуры 7 и классом точности А: БКв 25×150 24А М14 СМ1 7 КА ГОСТ 2456-82. Пример условного обозначения эльборового бруска типа ЛБС шириной В = 13 мм, высотой Н = 16 мм, длиной L = 70 мм с высотой эльборосодер — жащего слоя h = 16 мм, радиусом R = 10 мм из микропорошка эльбора ЛО зернистостью ЛМ5 твердостью СТ2 на керамической связке 100%-ной концентрации: ЛБС 13x16x70x16x10 ЛО ЛМ5 СТ2 К100 %.
Крепление и правка брусков. Абразивные, алмазные и эль — боровые бруски крепят в основном механическим способом в державках, показанных на рис. 2.9. Эти державки предназначены для брусков одной ширины и небольшой высоты. Высота ограничена жесткостью выступающей из державки рабочей части бруска. Универсальная державка (рис. 2.9, б) обеспечивает возможность установки и закрепления в одной державке брусков
различной ширины и высоты. По мере износа брусок выдвигают из державки. Применяя бруски большой высоты, можно получить значительную экономию шлифовальных брусков.
|
Рис. 2.9. Конструкции державок для крепления брусков |
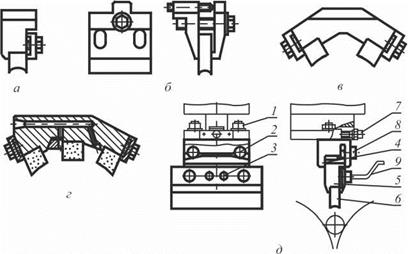
Быстросменная державка (рис. 2.9, д) служит для быстрой замены изношенных брусков на бесцентровых суперфинишных станках. Изношенный брусок снимают с инструментальной головки вместе с державкой. Новый брусок 6 закрепляют в державке 5 и заправляют по радиусу вне станка. Установку брусков на станке производят следующим образом. Вилкой 9, введенной в отверстия 3, державку 5 опускают между валками, вводят в корпус 4 зажимного устройства и прижимают к опорным роликам 2. При давлении 0,1 МПа шток инструментальной головки опускают вниз, брусок устанавливают по заготовке, лежащей на валках. Давление в головке увеличивают до 0,3 МПа, в результате чего шток плотно прижимает головку к опорным роликам. Затем зажимают винты 8, закрепляя державку на штоке. Установку бруска по оси заготовки при первоначальной наладке станка осуществляют винтом 7 при отпущенных гайках 1.
Одним из условий качественного суперфиниширования является тщательная приработка бруска по диаметру заготовок, что обеспечивает равномерное распределение давления по рабочей поверхности бруска. При наиболее распространенном способе правки осциллирующий брусок прижимают к поверхности медленно вращающейся заготовки. При таком режиме работы брусок быстро прирабатывается по форме заготовки. Для приработки обычно используют бракованные детали. Часто применяют способ приработки брусков на абразивной шкурке.
Для подготовки брусков вне станка рекомендуют правку алмазом, закрепленным в специальной оправке (рис. 2.10). Оправку устанавливают в центрах токарного станка, а державку с бруском — в резцедержателе. Правку совершают при медленном вращении алмаза и малой продольной подаче брусков.
|
Рис. 2.10. Правка абразивного бруска: 1 — резцедержатель; 2 — державка с брусками; 3 — оправка с алмазом |
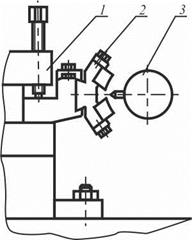
Применяют также способ правки брусков с помощью специальной оправки, имеющей алмазный слой. Радиус оправки должен быть равен радиусу обрабатываемой заготовки. После приработки необходимо притупить острые кромки бруска и тщательно промыть его в охлаждающей жидкости.
Окончательную приработку алмазных и эльборовых брусков осуществляют на бракованных деталях для получения полного контакта бруска с поверхностью заготовки.