
Характерная особенность бесцентрового суперфиниширования состоит в базировании заготовок между двумя вращающимися валками. При этом осуществляется силовое замыкание контакта, и валки посредством сил трения передают вращение заготовкам. Валки представляют собой тела вращения со сложным осевым профилем и контактируют с заготовками по пространственной линии, в результате чего углы контакта и условия трения по длине обработки изменяются.
В известной литературе задача силового замыкания контакта при бесцентровом суперфинишировании не получила теоретического решения. Так, в работе [24] предлагается использовать обобщенные экспериментальные данные. Очевидно, что подобные рекомендации носят частный характер и не могут удовлетворить потребности современного производства с быстро изменяющейся номенклатурой деталей.
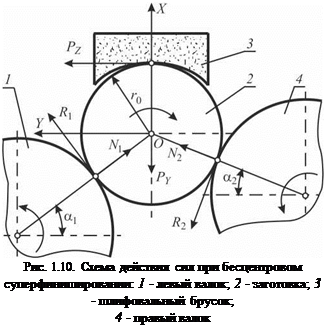
Рассмотрим схему сил, действующих в поперечном сечении заготовки при бесцентровом суперфинишировании (рис. 1.10). Считаем, что весом заготовки и силами трения на торцах можно пренебречь.
Условие силового замыкания контакта с учетом принятых допущений получают из уравнений равновесия в системе координат (X О Y):
![]() XX = — R1 cos а1 + R2 cos а2 + N1 sin а1 + N2 sin а2 — PY = 0; XY = — R1 sin а1 — R2 sin а2 — N1 cos а1 + N2 cos а2 + PZ = 0;
XX = — R1 cos а1 + R2 cos а2 + N1 sin а1 + N2 sin а2 — PY = 0; XY = — R1 sin а1 — R2 sin а2 — N1 cos а1 + N2 cos а2 + PZ = 0;
XM0 =((1 + R2 — PZ ) = ° где аь а2 — углы контакта заготовки с левым и правым валком; N, N2 — силы нормальной реакции валков; R1, R2 — силы трения заготовки с валками.
При суперфинишировании касательная составляющая силы резания PZ зависит от радиальной составляющей PY (усилия
 |
прижима шлифовального бруска) и выражается зависимостью PZ = кPY, где к — коэффициент резания [24].
Силы трения Ri, R2 выразим через силы нормальной реакции Nb N2 и коэффициенты трения fl и f2 заготовки с левым и правым валком соответственно. Полагая коэффициенты трения на обоих валках одинаковыми f ~ f2 = f получим: Rl = Nl f R2 = N2 f.
С учетом введенных обозначений система (1.5) примет вид
![]() N1(sin а1 — f cos а1) + N2(sin а2 + f cos а2) — PY = 0; N2(cosа2 — f sinа2)-N1(f sinа1 + cosа1) + kPY = 0;) f (N1 + N2) — kPY = 0.
N1(sin а1 — f cos а1) + N2(sin а2 + f cos а2) — PY = 0; N2(cosа2 — f sinа2)-N1(f sinа1 + cosа1) + kPY = 0;) f (N1 + N2) — kPY = 0.
Уравнения (1.6) описывают граничное условие силового замыкания контакта при переходе заготовки от стабильного вращения к состоянию «останова». Для вращения заготовки суммарный момент от сил трения должен превышать момент от силы реза
ния. При этом сила трения на одном из валков может иметь направление, противоположное принятому на рис. 1.10, что обусловлено различной линейной скоростью в точках контакта. Условие вращения заготовки представляет собой положительное значение суммарного момента YM0 и выражается неравенством
f (N1 + N2) > kPY. (1.7)
«Останов» характеризуется одновременным скольжением заготовки относительно обоих валков, которые вращаются приводом станка с достаточным запасом мощности. При этом относительно шлифовального бруска, жестко связанного с системой координат (X О Y), заготовка покоится. В общем случае заготовка, вращаясь, будет проскальзывать по одному из валков ввиду различия их окружных скоростей в различных точках контакта.
При проектировании валковых устройств бесцентровых суперфинишных станков актуальной задачей является выбор таких значений углов контакта а1 и а2, при которых обеспечивается стабильное силовое замыкание контакта [38]. Причем эти углы не постоянны, а изменяются вдоль оси валков. При наладке суперфинишных станков углы а1 и а2 могут быть найдены в зависимости от наладочных параметров — межосевого расстояния и угла перекрещивания осей валков.
Решим систему уравнений (1.6) таким образом, чтобы исключить неизвестные силы N1, N2, PY. Полученное трансцендентное уравнение устанавливает граничное условие силового замыкания контакта, связывающее углы аі и а2 с параметрами f и k:
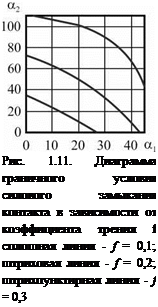
Решение уравнения (1.8) относительно углов контакта а1 и а2 при заданных параметрах f и к дает диаграммы граничного условия силового замыкания контакта (рис. 1.11, 1.12). Зона
 |
 |
стабильного вращения заготовки находится ниже соответствующих линий графиков. На рис. 1.11 представлена диаграмма в зависимости от коэффициента трения f при постоянном коэффициенте резания к = 0,35, наиболее характерном для бесцентрового суперфиниширования по данным [24]. Видно, что с ростом коэффициента трения область допустимых значений углов контакта заготовки с валками увеличивается.
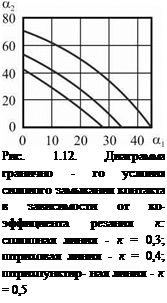
На рис. 1.12 приведена диаграмма граничного условия в зависимости от коэффициента резания к при постоянном коэффициенте трения f = 0,17, соответствующем металлическим валкам. Коэффициент резания к характеризует режим суперфиниширования — непрерывного резания со съемом значительного припуска или трения-полирования для снижения шероховатости поверхности. Из графика на рис. 1.12 следует, что уменьшение коэффициента резания к способствует увеличению области допустимых углов контакта.
При исследовании кинематических характеристик бесцентрового суперфиниширования требуется определить ведущий валок. Поскольку валки в различных точках контакта имеют разные диа
метры, их окружные скорости переменны. Ведущим будет тот валок, который создает большую силу нормальной реакции N или N2, получаемую из решения системы уравнений (1.6). В результате заготовка будет катиться по ведущему валку и скользить по другому валку, независимо от соотношения их окружных скоростей.
Решим систему линейных уравнений, состоящую из двух первых уравнений (1.6), относительно неизвестных реакций опор N1, N2:
Пример расчета силовых параметров при бесцентровом суперфинишировании дан в табл. 1.4. Исходные данные для профилирования валков: половина межосевого расстояния v = = 72 мм; радиус заготовки r0 = 15 мм; длина валка 800 мм (Z = = -400…400 мм); минимальный радиус валка R = 62,5 мм, угол перекрещивания осей валков X = 0,5; 1,5; 2,5°. Используя паспортные данные станка модели SZZ-3 (Mikrosa, Германия) и формулу для расчета усилия прижима в работе [24], определили радиальную составляющую силы резания PY = 157,5 Н.
Анализ данных табл. 1.4 показал, что ведущим на всей длине обработки будет только один валок. Действительно, из рис. 1.10 нетрудно увидеть, что в соответствии с принятыми обозначениями значение нормальной реакции N1 всегда превышает значение N2, так как проекция силы PY на нормали к поверхностям прижимает заготовку к левому валку. Теоретически соотношение между N1 и N2 может изменяться при малых значениях коэффициентов k и f и больших углах X. Однако при этом не будет выполняться условие (1.7), т. е. заготовка будет проскальзывать на обоих валках.
Вычисление минимально допустимого значения коэффициента трения по формуле (1.8) показало, что коэффициент f монотонно возрастает, принимая максимальное значение на выходе
|
Таблица 1.4 Расчетные силовые параметры при бесцентровом суперфинишировании
|
из зоны обработки. Также установлено, что увеличение угла перекрещивания X приводит к росту диапазона изменения и максимального значения коэффициента трения. Подобная картина характерна для любых строго спрофилированных валков.
Исследования стабильности силового замыкания контакта при бесцентровом суперфинишировании позволяют сделать следующие выводы:
• при расчете валковых устройств бесцентровых суперфинишных станков следует выбирать межосевое расстояние, обеспечивающее углы контакта с заготовкой ai и а2 в пределах 10… 20°;
• при наладке бесцентровых суперфинишных станков, если один из углов a1 или a2 превышает 20°, требуется ввести ограничение на максимальный угол перекрещивания осей валков;
• материал и термическую обработку валков станка необходимо назначать таким образом, чтобы обеспечить коэффициент трения покоя не менее 0,15.
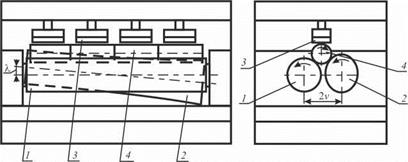
В результате проведенных исследований предложена модернизация бесцентрового суперфинишного станка [36]. Модернизированный станок содержит два вращающихся валка 1 и 2, установленных на расстоянии 2v друг от друга и под углом 2X скрещивания их осей, и осциллирующие шлифовальные бруски 3 (рис. 1.13). В традиционных бесцентровых суперфинишных станках валковое устройство включает в себя два валка, развернутые друг относительно друга на угол 2X и установленные на расстоянии 2v. Для этого каждый из валков разворачивают относительно направления перемещения обрабатываемых заготовок на угол X. С целью обеспечения прямолинейной траектории перемещения заготовок и взаимного огибания в процессе обработки наружные поверхности валков выполнены в форме квазигиперболоида вращения.
В предложенной конструкции валок 1 установлен параллельно направлению перемещения обрабатываемых заготовок 4, а валок 2 развернут относительно него на угол X. Валок, установленный параллельно направлению перемещения заготовок, имеет цилиндрическую форму наружной поверхности и распо-
ложен при вращении валков против часовой стрелки слева от обрабатываемых заготовок или справа при вращении валков по часовой стрелке. Очевидно, что такой валок можно изготовить и смонтировать на устройстве с более высокой точностью, чем валок с квазигиперболоидной поверхностью.
|
Рис. 1.13. Конструктивная схема бесцентрового суперфинишного станка |
Наладка бесцентрового суперфинишного станка с модернизированным валковым устройством также упрощается, так как один валок всегда располагают параллельно направлению перемещения обрабатываемых заготовок, а другой валок разворачивают относительно него на угол X. Следовательно, достаточно иметь ограниченный комплект валков для наладки станка на обработку широкого диапазона диаметров заготовок.
Таким образом, технический результат модернизированного валкового устройства заключается в упрощении конструкции и наладки бесцентрового суперфинишного станка при сохранении высокой точности обработки цилиндрических поверхностей заготовок. Разработанное валковое устройство может быть использовано как при проектировании новых суперфинишных станков, так и модернизации уже имеющегося на производстве оборудования.