
Для построения расчетной схемы необходимо рассмотреть отличительные особенности пластического течения металла при резании зерном от резания металлическим инструментом.
Схема стружкообразования при свободном резании, которой обычно пользуются при анализе механики процесса резания, показана на рис. 4. В этой схеме (обычно криволинейная) зона стружкообразования условно за-
мспеиа одной плоскостью сдвига 0D, проходящей через вершину резца под углом р, к направлению движения инструмента, а под углом р2 расположены оси зерен металла, вытянутых под влиянием деформации сдвига.
 |
Для построения аналогичной схемы процесса резания одним зерном необходимо рассмотреть некоторые экспериментальные данные. Многие исследователи процесс
шлифования моделировали резанием металла одним абра — шипым (или алмазным) зерном. На основании этих экспериментов делали различные выводы применительно к шлифованию в целом: измеряли силы, температуру, взнос зерен, структурные изменения в слоях, прилегающих к риске. Многими исследователями отмечалось вяление значительного выпучивания металла по границам риски. Однако в технической литературе нет данных її характере образующейся при этом стружки и сопоставлении ее с характером стружки реального процесса шлифования [33, 34].
Вероятно, единственным внешним критерием правильности моделирования процесса шлифования одним зерном является совпадение форм и размеров стружек. На уста
новке для резания холодного и нагретого металла одним зерном были проделаны следующие опыты.
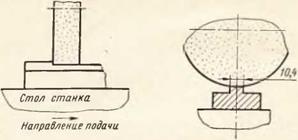
 На шпинделе токарного станка устанавливали (вместо патрона) алюминиевый диск, а в резцедержателе (вместо резца) — кронштейн, к которому была прикреплена специальная электропечь в асбестоцементной изоляции. На диске 4 (рис. 5) укрепляли оправку 1 с единичным зерном, а в центральной части электропечи 3 специальным клиновым~держателем устанавливали образец 2 исследуемой стали. Оправка с единичным зерном и образец стали приведены на рис. 6. Температуру нагрева образцов в печи 3 замеряли с помощью хромель-копелевой термопары 6 (диаметром 0,1 мм), контактно привариваемой к гнезду, в который вставляли исследуемый образец стали. Все детали электропечи изготовлены из жаропрочной стали. Для уменьшения окисления рабочей (наружной) поверхности образца передняя часть печи при нагревании и испытании непрерывно омывалась аргоном, подаваемым из баллона по трубке 5 (см. рис. 5). fc Геометрия абразивного зерна принята близкой к данным, полученным в работе [13], однако с учетом того, что абразивные зерна круга через непродолжительное время приобретают значительные площадки износа (по задней грани).* Наблюдениями было установлено, что в первые 2—5 мин машинного времени эти площадки быстро нарастают, и в это же время наблюдается интенсивный радиальный износ круга (на 0,01—0,02 мм). Затем увеличение площадок резко замедляется (вместе с радиальным износом) и круг продолжительное время (до 40—100 мин машинного времени, . т. е. до потери стойкости) работает стабильно и медленно увеличивает площадки износа.
На шпинделе токарного станка устанавливали (вместо патрона) алюминиевый диск, а в резцедержателе (вместо резца) — кронштейн, к которому была прикреплена специальная электропечь в асбестоцементной изоляции. На диске 4 (рис. 5) укрепляли оправку 1 с единичным зерном, а в центральной части электропечи 3 специальным клиновым~держателем устанавливали образец 2 исследуемой стали. Оправка с единичным зерном и образец стали приведены на рис. 6. Температуру нагрева образцов в печи 3 замеряли с помощью хромель-копелевой термопары 6 (диаметром 0,1 мм), контактно привариваемой к гнезду, в который вставляли исследуемый образец стали. Все детали электропечи изготовлены из жаропрочной стали. Для уменьшения окисления рабочей (наружной) поверхности образца передняя часть печи при нагревании и испытании непрерывно омывалась аргоном, подаваемым из баллона по трубке 5 (см. рис. 5). fc Геометрия абразивного зерна принята близкой к данным, полученным в работе [13], однако с учетом того, что абразивные зерна круга через непродолжительное время приобретают значительные площадки износа (по задней грани).* Наблюдениями было установлено, что в первые 2—5 мин машинного времени эти площадки быстро нарастают, и в это же время наблюдается интенсивный радиальный износ круга (на 0,01—0,02 мм). Затем увеличение площадок резко замедляется (вместе с радиальным износом) и круг продолжительное время (до 40—100 мин машинного времени, . т. е. до потери стойкости) работает стабильно и медленно увеличивает площадки износа.
При исследовании влияния охлаждающе-смазывающих жидкостей на износ кругов’ М. Харда приводит данные о быстром нарастании площадок износа (рис. 7). На возможность появления площадок даже у вновь заправлен — 36
ного круга безалмазной правкой также указывается и работе [46].
Из массовых обмеров следует, что описанный диаметр площадок износа неправильной формы колеблется от п,05 мм (с момента приработки круга) до 0,15 мм и более и зависимости от времени работы и размеров зерен. Поэтому для опытов принята геометрия абразивного зерна, которая учитывает реальные условия работы кругов п имеет средневероятную площадку износа на вершине. черна 0,1 мм и угол конуса я=>90° (взамен обычной принимаемой сферической поверхности). С такой геометрией
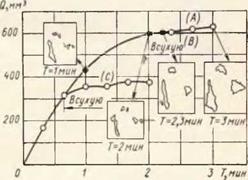 1’ис. 7. Влияние нремени обработки па объем сошлифо — ПЛІПЮГО металла и площадь износа абразивных зерен при шлифовании с охлаждением (черные точки) и без пего, с периодическим (отключением охлаждения (светлые точки) [17]
1’ис. 7. Влияние нремени обработки па объем сошлифо — ПЛІПЮГО металла и площадь износа абразивных зерен при шлифовании с охлаждением (черные точки) и без пего, с периодическим (отключением охлаждения (светлые точки) [17]
были заточены единичные зерна электрокорунда, предварительно зачеканенные в державку (см. рис. 6).
Были получены стружки при резании одним зерном (нк =35 м/с) стали 45 (HRC 40) при температуре 20° С. С каждой риски отделялась одна или две стружки (рис. 8). 11а рис. 9 показана стружка из стали 5ХНМ. Стружки имеют очень большую усадку, их ширина больше ширины риски, а длина (одного или двух кусков) в несколько раз меньше риски.
На рис. 10 показаны реальные стружки при шлифовании, режимы которого и зернистость круга примерно совпадают с резанием одним зерном. На рис. 11 приведены стружки, полученные при обдирочном шлифовании А. В. Мурдасовым. Характер стружек при шлифовании совершенно отличен от стружек, полученных при резании одним зерном холодного металла. Стружки при шлифовании имеют вид тонких и длинных нитей с довольно большим отношением длины к толщине, очевидно
несовпадение вида стружек, полученных от одного зерна при резании холодного металла, и стружек, образованных совокупным действием зерен круга.
 |
 |
Образцы тех же сталей (45 и 5ХНМ) подвергали резанию одним зерном в горячем состоянии при температуре 700° С. На рис. 12 показаны стружки, полученные от одного реза (определенная часть мелких стружек не была уловлена). Обращает на себя внимание тот факт, что
стружек от одного реза большое количество, а форма сходна со стружками при шлифовании (см. рис. 10), т. е. имеют вид тонких удлиненных нитей. Этим объясняется, что металл, срезаемый при шлифовании, нагрет в зоне контакта круга с деталью действием ранее работавших зерен до высокой температуры. Необычный характер стружкообразования (много тонких и длинных стружек от одного реза) при резании одним зерном разогретого металла можно объяснить при сравнении характера пластического течения холодного и нагретого до высокой — температуры металла при резании одним зерном.
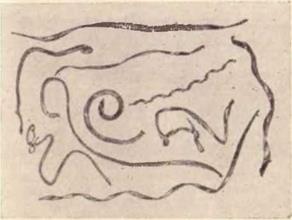
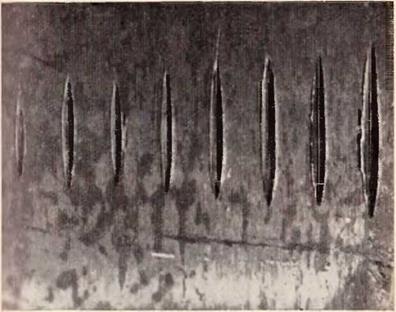
На рис. 13 показаны риски, полученные при резании одним зерном нагретого металла. В отличие от этих рисок, риски, полученные при резании холодного металла, характеризуются большим выпучиванием металла по границам. Большое выпучивание хорошо согласуется с полученными толстыми и короткими (см. рис. 8 и 9) 38
![]()
|
Рис. 10. Шлифовочные стружки, полученные при круглом шлифовании стали 45 при с* = 35 м/с и sp ■ — 2 мм/мин |

|
Рис. 11. Шлифовочные стружки, полученные при^плос — ком обдировочном шлифовании перифериен круга стали ЭИ69 (По А. В. Мурдасову) |
стружками, что свидетельствует о малом значении угла рх (см. рис. 4) и большой по объему зоне пластического течения металла по рабочему периметру зерна. В противоположность этому риски, полученные на нагретом об-
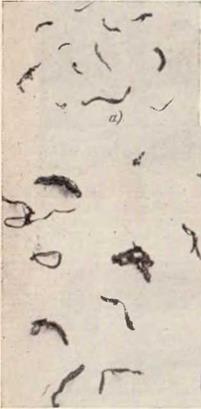 Рис. 12. Стружки, полученные
Рис. 12. Стружки, полученные
при резании одним зерном об-
разцов сталей, нагретых до
температуры 700° С:
а — сталь 45; б — сталь 5ХНМ
|
|
 |
 |
разце (см. рис. 13), имеют несоизмеримо меньшие выпучивания, что в сочетании с тонкими стружками свидетельствует о большом значении угла р, и малой зоне пластического течения.
По этим данным построены схемы резания холодного и горячего металла одним абразивным зерном (рис. 14, а, б). Причина, вызывающая разделение стружки от одного реза на нагретом металле на ряд узких про
дольных стружек, объясняется следующим образом. Можно предполагать, что тонкая стружка (см. рис. 12), образующаяся на нагретом металле, сходит сплошной и широкой (по всей ширине риски) полосой вследствие низкой механической прочности сталей при высокой температуре (—700° С для условий опыта) и криволи-
|
Рис 13. Риски при резании одним зерном стали 45, нагретой до температуры 700" С |
пенной режущей кромки абразивного зерна, а также комической или сферической передней грани, которые м вызывают продольное разделение тонкой стружки.
І Іроцесс продольного разделения стружек при резании одним зерном нагретого металла аналогичен разделению стружек при расточке алюминия алмазным резцом, заточенным по вершине не по радиусу, а по нескольким і раням. Однако даже при свободном резании узкого выступа на образце, нагретом до 700° С, широкой керамической пластинкой с плоской передней гранью при 35 м/с было получено несколько узких (гораздо
а — при температуре 20° С; б — при температуре 700° С
уже ширины реза) длинных стружек, напоминающих стружки при шлифовании (рис. 15, а).
Рассмотрим механизм пластического течения срезаемого слоя и образования стружки для принятой схемы
(20° С) стали
(см. рис. 14, б). На основании изложенного следует, что путем деформации сдвига слой металла толщиной а (рис. 16), длиной I и шириной b (перпендикулярно плоскости чертежа) превращается (при перемещении вер-
11111 и і, i режущего зерна из положения Ох в положение О) и стружку толщиной аи длиной /х = АгР2 и шириной Ь2. І Ірії этом точка Pt срезаемого слоя перемещается вточку Р2 стружки (условно по прямой линии PjP2), а, например,
|
|
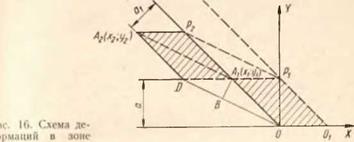
среза точка А у — в точку А2 по линии АХА2, параллельной линии РХР2. Любая другая частица срезаемого объема Л, Р1010 (заштрихован) перемещается по линиям, параллельным плоскости сдвига {A^A2 или PiP2). в равный объем стружки AiPiAJD (заштрихован).
|
Рис. 17. Микрошлиф шлифовочной стружки (по А. В. Мурдасову) |

Допустим, что узкую зону сдвига можно заменить плоскостью 0D, деформацию сдвига можно определить относительным сдвигом є:
Величина сдвига является конечной величиной и мерой большой пластической деформации сдвига.
Как известно из ряда работ, деформированное состояние слоя, срезаемого режущим инструментом, представляет собой сдвиг, совместный со сжатием (рис. 17). Эти процессы можно рассмотреть отдельно, допуская, что в зоне резания деформации определяются простым сдви-
|
Рис. 18. Схема шлифования для определения усадки стружки |
гом и сжатием. Вначале рассмотрим деформации сдвига в зоне резания (см. рис. 14, б).
Определение угла сдвига р, может быть выполнено через усадку стружки. В работе А. В. Мурдасова определялась усадка стружки при шлифовании ряда сталей
|
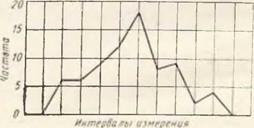
Рис. 19. Кривая распределения длин стружек (-^ >■») |
Несмотря на многообразие радиусов округления отдельных вершин зерен, их разновысотности, передних углов зерен, усадка стружки т] для определенных режимов шлифования (vK = 40-н50 м/с) находится в довольно узких пределах, например, для стали 4Х14Н14В2М от 1,1 до 1,4. При более разнообразных условиях работ
усадка стружки не будет выходить за пределы 1,1—2,0 (мри точении сталей усадка колеблется от 2,0 до 4,0). Ж. Л. Багдасарьян определяет усадку величиной т] = 1,5.
Для проверки этих данных был проведен опыт по определению усадки стружки при шлифовании. Периферией крупнозернистого круга производилось плоское шлифование узкой полосы стали 4Х14Н14В2М шириной 10,4 мм (рис. 18). Длины полученных стружек были и (мерены и сопоставлены с длиной дуги контакта 10,4 мм. Ниже приведены результаты полученных измерений (рис. 19):
|
Интервалы |
Интервалы |
||
|
измерения |
Частота |
измерения |
Частота |
|
в мм |
в мм |
||
|
5,1—5,5 |
8,1—8,5 |
18 |
|
|
5,6—6,0 |
0 |
8,6—9,0 |
8 |
|
6,1—6,5 |
6 |
9,1—9,5 |
9 |
|
6,6—7,0 |
6 |
9,6—10,0 |
2 |
|
7,1—7,5 |
8 |
10,1 — 10,5 |
4 |
|
7,6-8,0 |
12 |
10,6—11,0 |
0 |
Меньшие значения длин стружек, вероятно, обусловлены их разламыванием на более короткие части. При шлифовании полосы из стали 45 вследствие выгорания углерода все стружки получаются очень короткими в результате разрушения.
Наиболее полно деформация металла при резании выражается па конечной границе зоны стружкообразо — пания [16]. Граничный угол сдвига можно определить из зависимости
, „ cos у + 0,05ri
to IV, ~ ■ -—-—-—-.
° 1 1 0,9ц — sin у
Принимая среднюю усадку стружки т) равной 1,35 и передний угол режущих зерен у = —45°, получим Pi =
22°. Тогда относительный сдвиг є на конечной границе пластической зоны определится по формуле
Є = Ctg Pi + tg (Рх — у) = 4,72.
Таким образом, относительный сдвиг элементов пружки при шлифовании очень большой. Значительный сдвиг элементов стружки и переход от недеформированных верен исходного металла к вытянутым линиям текстуры показан на рис. 17. Возможность сочетания большого є и малого її при резании с отрицательными передними углами отмечалась ранее А. М. Розенбергом и А. Н. Ереминым [52]. Угол между направлением текстуры и век-
|
Для рассмотренных ранее условий шлифования Р2 = = 30°.
Как уже указывалось, при немонотонных деформациях главные оси напряжений могут не совпадать с главными осями деформаций, тогда напряжения необходимо связывать со скоростью деформации. Рассмотрим допущения, обычно принимаемые при определении скорости деформации. Так как сдвиг происходит в узкой зоне толщины срезаемого слоя, точное определение которой практически весьма затруднено (она условно заменена на рис. 14, б плоскостью), то трудно определить действительную скорость сдвига. Расчеты [17, 31, 52] показывают, что скорость деформации сдвига при резании металлическим инструментом может изменяться в пределах от 103 с-1 до 105 с" 1
Определим приближенные скорости деформации при шлифовании сталей зерном круга. Скорость деформации сдвига зависит от толщины зоны сдвига, на нижней границе которой начинается деформация, а на верхней заканчивается, а также от времени прохождения микрообъемом металла этой зоны сдвига. Допустим микрообъем металла, имеющий форму сферы с радиусом /?„. Проходя через все стадии пластической деформации простого сдвига от нуля до є = 4,72, микрообъем принимает форму эллипсоида с наибольшим радиусом R. С увеличением степени деформации эллипсоид будет последовательно изменять форму так, что отношение его большой оси к малой все время увеличивается. Скорость деформации в направлении изменения длины волокна в текущей ее стадии за весьма малый промежуток времени dt определится зависимостью
Время деформации [39 1 может быть определено следующим образом:
![]() vl(e V
vl(e V
У е* -|- 2е tg у + в I е1 + 4в tg у — 4
• порость сдвига, определяемая через скорость резания и ранная (для є = 4,72, у — —45° и ск = 35 м/с) примерно 30 м/с (29,77 м/с).
Интенсивность главной скорости деформации (в направлении наибольшей оси эллипсоида) можно опреде — шїї. (опуская преобразования [39]) из выражения
величину 2R0 (диаметр деформируемой сферы) принимают обычно вписанной в толщину зоны деформации, однако она колеблется в значительных пределах: по Сушим данным 2R0 = 35ч-50% подачи, по другим (например, Д. Кецициоглу) составляет примерно 0,5а; по данным П. Окслея, 2R0 = (0,30,5) а; у некоторых їй следователей 2R0 = 0,05а. Такие значительные расхождения у различных исследователей могут быть объяснены тем, что точно определить ширину зоны деформации по микрофотографиям зафиксированных корней стружек довольно трудно, так как видимые изменения микро — груктуры соответствуют значительным деформациям сдвига. Определить верхнюю и нижнюю границы зоны деформации визуально очень трудно, на что неоднократно указывалось в ряде работ. Однако, ориентируясь на данные ряда перечисленных выше работ для определения порядка скорости деформации при шлифовании, примем
(0,1 — і — 0,2) а sin
ідс а — толщина среза.
Находим для а = 0,005 мм среднее значение 2R0:
Тогда время деформирования от є = 0 до б = 4,72 (далее е = const)
![]()
![]() -0,3-10-® С,
-0,3-10-® С,
а интенсивность скорости деформации соответственно
так как толщина срезаемого слоя а может при шлифовании колебаться. Зависимость изменения интенсивности скорости деформации от изменения а приведена в табл. 3.
 В связи с большими отличиями в процессе скоростного деформирования нагретого металла (шлифования) от процесса резания металлическим инструментом необходимо обратить внимание на особенности, присущие процессу деформирования шлифованием. Некоторые исследователи классифицируют абразивные зерна круга на режущие, давящие и скользящие. Однако такую классификацию следует производить осторожно, так как при малых усадках стружки, узкой зоне пластического деформирования и большой степени деформации образование стружки может происходить при небольших толщинах среза и больших значениях отрицательного переднего угла.
В связи с большими отличиями в процессе скоростного деформирования нагретого металла (шлифования) от процесса резания металлическим инструментом необходимо обратить внимание на особенности, присущие процессу деформирования шлифованием. Некоторые исследователи классифицируют абразивные зерна круга на режущие, давящие и скользящие. Однако такую классификацию следует производить осторожно, так как при малых усадках стружки, узкой зоне пластического деформирования и большой степени деформации образование стружки может происходить при небольших толщинах среза и больших значениях отрицательного переднего угла.
Исследование отдельных рисок, полученных на нагретых образцах с помощью световых сечений (на двойном микроскопе МИС-11), дает основание считать, что образование возвышения металла перед передней гранью зерна вследствие очень узкой зоны деформации начинается почти сразу после соприкосновения зерна с нагретым металлом. При резании одним зерном холодного металла происходит большое выпучивание, в том числе и по бокам риски, зона деформации большая и для отделения толстой стружки со степенью усадки т] = 3,0н-4,0 зерну надо пройти большой путь в металле для накопления достаточного объема металла и образования толстой и широкой стружки. При резании нагретого металла выпучивание очень мало и вытесняемый зерном объем нагретого металла сразу же формируется в виде отделяемой стружки.
Таким образом, начальная длина пути зерна в нагретом металле, равная длине зоны деформации (как только окончится формирование деформируемой зоны), практически приведет к вытеснению металла перед зерном в виде отделенной стружки. Учитывая также большие скорости деформаций, низкую прочность и высокую пластичность нагретых сталей в зоне шлифования, можно предполагать, что образование стружек в процессе шлифования происходит при весьма малых толщинах среза и значительных отрицательных передних углах.
Следовательно, соотношения > 0,1— 0,2(гдер—- радиус округления режущего лезвия), выведенные для процессов резания металлическим инструментом [34],
н даже > 100 не могут быть перенесены на условия шлифования, где процесс отделения стружки и самый характер стружек значительно отличаются. Значения є, и г.,., полученные с использованием ряда допущений и приближенных формул, могут колебаться с изменением условий шлифования (свойств шлифуемой стали, усадки стружки, переднего угла, толщины среза). Интенсивность скорости деформации, характерную для процесса шлифования, можно приблизительно принять et — = 106 : К)7 с"1.