
Центровые и делительные приспособления. Их используют для шлифозания пазоз з шлицезых деталях, матрицах и пуансонах, а также для точных поворотов деталей при шлифовании углов, для обработки выпуклых и вогнутых поверхностей деталей по методу обкатки.
На рис. 1.10 показано центрозое приспособление для шлифования деталей з сменных прижимных планках. Приспособление состоит из плиты /, на которой установлены передняя бабка 10 и задняя бабка 2. Бабки можно перемещать вдоль плиты и закреплять з требуемом положении рукояткой 9, расположенной на оси эксцентрика 8. Верхняя часть центров 4 и 7 срезана так, чтобы расстояние от плоскости среза до оси центров было минимальным. Это позволяет шлифозать поверхности деталей малого диаметра. Центры з бабках закрепляются за счет стягивания клеммы рукояткой 13. Центр задней бабки можно перемещать з осевом направлении зинтом 3. Шлифуемая деталь 6 хомутиком 11 закрепляется со сменными прижимными планками 5. Между свободными концами прижимных планок устанавливают блок мерных плиток 12, зысота которого должна быть равна толщине обрабатываемой детали. Сменные
|
Рис. 1.10. Центровое приспособление для шлифования деталей в сменных прижимных планках |
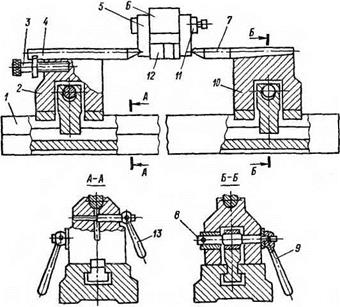
планки имеют центровые отверстия, координаты которых совпадают с центрами дуг шлифуемых радиусоз профиля детали. Радиусные участки профиля шлифуют путем вращения детали вокруг центрозых отверстий планок, совпадающих с центрами дуг этих участков. Плоские участки шлифуют методом плоского шлифования, устанавливая обрабатываемую поверхность параллельно направлению продольной подачи стола (см. рис. 1.2, в).
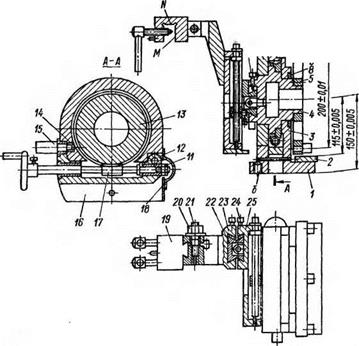
Шлифование любого незамкнутого контура детали, состоящего из прямолинейных и дуговых участков, можно выполнить на координатном делительном приспособлении (рис. 1.11). Приспособление позволяет установить деталь под любым углом к направлению перемещения шлифозального круга и на заданном расстоянии от оси поворота. В корпусе 1 приспособления смонтирован шпиндель 4. Осевому смещению шпинделя препятствует диск 9, прикрепленный к корпусу винтами. Шпиндель зращается в соосно выполненных расточках корпуса и диска. На одном конце шпинделя винтами 5 закреплен делительный диск 6. Другой конец шпин-
s J
![]()
 «(кГА-Т
«(кГА-Т
деля имеет паз з форме ласточкиного хзоста, з котором при помощи зинтозой пары можно перемещать каретку 25 и закреплять ее з требуемом положении болтом 10. В сзою очередь, з каретке выполнен фасонный паз, к которому з направлении, перпендикулярном перемещению каретки, можно перемещать направляющую 22 зместе с закрепленным на ней кронштейном 23. В паз кронштейна зставляют хзостозик тискоз 19 и закрепляют при помощи шпильки 21 и гайки 20. Шпиндель приспособления можно позорачизать на требуемый угол черзячным колесом 13 и черзяком 17. Корпус черзяка 12 выполнен откидным. Черзяк зращается в дзух закаленных зтулках 11, запрессованных з корпус черзяка. Для быстрого поворота шлифуемой детали на большие углы черзяк выводят из зацепления с шестерней и шпиндель приспособления зместе с закрепленной з тисках 19 деталью поворачивают зручную. Для этого фиксатор 15 выводят из зтулки 14 корпуса приспособления, а червяк вместе с корпусом опускают до упора з огра
ничительный штифт 16. После позорота детали на требуемый угол червяк еноза сцепляют с черзячным колесом. От попадания абразивной пыли черзячную передачу защищает кожух 18 н уплотнительные кольца 8, помещенные з кольцевые фасонные каназки корпуса и диска 9. Позорот шлифуемой детали, закрепленной з тисках 19, на точный угол произзодят по блокам мерных плиток. Плитки устанавливают на закаленную и доведенную планку 2. При позороте шпинделя з них упирают соответствующий точный ролик 7, запрессованный в делительный диск 6. Для предотвращения возможности смещения детали, закрепленной з тисках 19, после каждого перемещения направляющей по пазу з каретке 25 ее следует фиксировать болтами 24. Шпиндель приспособления после поворота на требуемый угол закрепляют находящимся з корпусе болтом, который упирается в торец 3 шпинделя. Каретку 25 и кронштейн 23 перемещают з направлениях, совпадающих с направлением двух ззаимно перпендикулярных прямых, соединяющих центры роликоз 7 делительного диска. Плоскость М тискоз, к которой прижимается шлифуемая деталь, перпендикулярна к оси шпинделя и плоскости N тискоз.
Для шлифования дугозых участкоз профиля перемещением каретки 25 и кронштейна 23 центр дуги совмещают с осью шпинделя. Настройку приспособления для шлифования углозых участкоз профиля детали выполняют при помощи блока мерных плиток и делительного диска. Зависимость между углом позорота а синусного диска и соответствующим размером h блока мерных плиток зыражается формулой /г = 115—lOOsina — й/2, где й — диаметр делительного диска.
Расстояние между осью шпинделя приспособления и базовой плоскостью планки 2, разное 115± 0,005 мм, выдерживают при сборке путем точной пригонки толщины планки.
Приспособление основанием корпуса 1 устанавливают на магнитной плите так, чтобы ось шпинделя была параллельна направлению продольного перемещения стола. Для этого боковую поверхность основания приспособления, прошлифованную параллельно оси шпинделя, прижимают к направляющей планке магнитной плиты. При закреплении приспособления на столе станка его ориентируют по шпонкам, ширина которых должна быть разна ширине паза стола. Для точного перемещения детали в поперечном направлении
пользуются блоком мерных плиток, который располагают между закаленной площадкой, доведенной площадкой и упором.