
Этот способ возник в связи с применением алмазов в технике и необходимостью уменьшения их расхода при. выполнении отделочных операций. Он является, усовершенствованием ряда существовавших до него способов: анодномеханического (1942 г.)’, электрохимикомеханического (1954—1955 гг.) и э, пектроабразивного (J956—J957 гг.). Этот способ увеличивает производительность обработки’ в 2—3 раза и создает вполне качественно обработанную поверхность с высокой чистотой (10—9-й класс) , и без дефектных слоев. Он применяется при плоском шлифовании, заточке и доводке твердых сплавов и. сталей, также. при хонинговании и внутреннем, круглом шлифовании.
На рис. 16 приведены принципиальная электрическая и кинематическая схемы электролитического способа шли* фования. Сущность этого способа заключается в одновременном воздействии на обрабатываемую поверхность абразивного инструмента ..и электрохимических факторов,
возникающих в среде электролита в момент прохождения электрического тока через деталь и инструмент. Обрабатываемое изделие присоединяется к положительному, а обрабатывающий инструмент — к отрицательному полюсу источника тока.
При шлифовании, заточке и доводке для увеличения электропроводности в качестве инструмента применяются
|
|
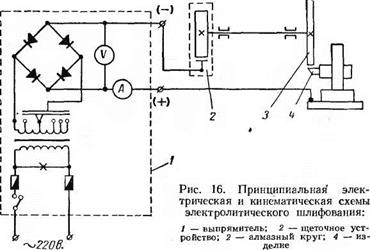
абразивные круги (в том чисйе и алмазные) на металлической связке, а при хонинговании — хонинговальные бруски из тех же материалов.
Основная работа при электролитическом способе падает на электрохимические процессы, в связи с чем расход энертии постоянного тока значительно выше расхода энергии переменного тока.
На рис. 17 приведен график расхода электроэнергии постоянного и переменного тока при обработке электролитическим способом твердосплавных и стальных деталей. Обработка велась кругами АЧК Ю Ml, 100% при v = = 28 м/сек; snp = 1,5 м/мин; р = 4,5 кГ1смг; U = 5 в; I = 60 а/см2; Т — 5 мин.
В качестве оборудования при шлифовальных и заточных работах применяются модернизированные станки различных моделей или станки, специально предназначен — 84
ные для этой цели (см. табл. 20). Модернизация существующего оборудования сводится к следующему:
1) шпиндель станка через токосъемное кольцо и меднографитовые щетки соединяется с отрицательным полюсом источника тока, а стол станка или приспособление — с положительным;
2) устанавливается бак для рабочей жидкости с отстойником, электронасосом и трубопроводом, а также специальное ограждение, предохраняющее станок и рабочего от брызг жидкости;
|
Номер опыта Рис. 17. Расход энергии N при обработке твердых сплавов ВК8 и стали У7 электролитическим шлифованием: |
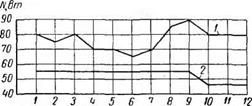
1 — постоянный ток: 2 — переменный ток
3) монтируется электрическая часть, включающая в себя пульт управления с контрольно-измерительной и защитной аппаратурой;
4) устанавливается выпрямитель или генератор, обеспечивающий на выходе напряжение 6—12 в и силу тока 500—600 а.
В качестве источника постоянного тока могут быть рекомендованы: выпрямители ВАГГ-12/600, ВАС-600/300 (напряжение 12 и 24 в) и ВАКТ-12,6; кремниевые силовые вентили типа ВГВ-200 и ВГВ-500, германиевые силовые вентили типа ГВВ-200, а при обработке деталей с большой площадью контакта целесообразно применять низковольтные генераторы постоянного тока АНДМ-1500/750 и НД 1000/500 (напряжение на выходе — 6—12 в, плотность тока — до 100 а! см2, вольтамперная характеристика — жесткая).
Желательно, чтобы выпрямитель имел систему автоматического регулирования технологического тока с целью
получения одинаковой плотности тока при различных площадях обработки дистанционное управление. Принципиальная схема выпрямителя показана на рис. 18.
На рис. 19 приведена схема электролитического хонингования. Исследования и практика электролитической обработки показали, что производительность
Лучшим электролитом является раствор KN03 с добавками нитрита натрия или фтористого натрия. Оптимальными режимами при шлифовании являются следующие: v = 30—40 м/сек-, snp — 1,0—1,5 м/мин р — 3— 5 кГ/см2; U = 8 — 10в; / = 20—40 а/см2.
Круги и бруски из абразивных порошков могут быть на металлической и бакелитовой связке с графитовым наполнителем. Лучшими инструментами для электролитической обработки являются инструменты на металлических связках (МІ, МИ, М5 и др.).
При электролитической обработке искусственный и естественный алмазы работают одинаково, и это, в конечном счете, делает экономически выгодным использование искусственных алмазов.
 |
Лучшей обрабатываемостью обладают изделия, изготовленные только из твердого сплава. Несколько хуже (меньшая производительность и большой износ обрабатывающего инструмента) идет обработка биметаллов (твердый сплав + сталь). Менее эффективна электролитическая обработка сталей, однако по сравнению с обычной алмазной обработкой (шлифованием, доводкой, хонингованием) она дает значительно лучшие показатели и может практически применяться даже при обработке труднообрабатываемых металлов и сплавов.