Для каждой операции обработки в барабанах требуется определенная окружная скорость барабана: для обезжиривания и сушки — 0,45—0,5 м/сек; для снятия заусенцев и притупления кромок — 0,6—0,8 м/сек; для шлифования и полирования — 0,5—0,6 м/сек.
Абразивные материалы и наполнители для шлифования и полирования в барабанах
|
Таблица 12
|
Материалы обрабатываемых деталей
|
Абразивные материалы я наполнители
|
|
для шлифования
|
для полирования
|
|
Углеродистые и нержавеющие стали
|
Куски абразивных кругов Э24-80СТ1-СТ2К Куски электрокорунда размером 10 — 30 мм Шлифовальные порошки 936-100
Крупный кварцевый песок
Чугунная дробь 05—
15 мм
|
Фарфор обкатанный размером 5 — 40 мм Микропорошки ЭМ40-М20 Венская известь Стальная дробь каленая, полированная Кожа мягкая (шевро, хром)
Древесные опилки
|
|
Медь, латунь, алюминиевые и магниевые сплавы
|
Куски гранита размером 10—30 мм
Куски мрамора размером 5 — 20 мм
Куски фарфора размером 5 — 20 мм Шлифовальные порошки Э36-80
|
Фарфор обкатанный размером 5 — 20 мм Венская известь Стальная дробь каленая, полированная Кожа
Древесные опилки
|
|
Цинковые и цинковоалюминиевые сплавы
|
Куски гранита размером 10—30 мм
Куски фарфора размером 5—20 мм Шлифовальные порошки Э36-80
Кварцевый песок Цинковая дробь 05 — 15 мм
|
Фарфор обкатанный и фарфоровые шарики размером 5 — 20 мм
Кварц кусковой обкатанный размером 1,5 — 5 мм
Микропорошок окиси хрома с фарфоровой крошкой
Древесные опилки
|
|
Для полирования и шлифования различных металлов применяются различные абразивные материалы и рабочие жидкости. В табл. 12 приведены абразивные материалы, а в табл. 13 — рабочие жидкости для шлифования и полирования металлов [2].
Рабочие жидкости для шлифования и полирования
в барабанах различных металлов
|
Таблица 13
|
Материалы’обраСатыва- емых деталей
|
Рабочие жидкости
|
|
для шлифования
|
для полирования
|
|
Углеродистая
сталь
|
Водный раствор 0,8% тринатрийфосфата и 0,2% азотистокислого натрия
Водный раствор 1—2% кальцинированной соды и 0,5% канифоли
Водный раствор 1,5 — 5% едкого натра
|
Водный раствор 0,8% жидкого стекла и 0,3% тринатрийфосфата
Водный раствор 0,2% нитрита натрия, 0,2% кальцинированной соды и 0,2% извести
1—2-процентная мыльная эмульсия
|
|
Нержавеющая
сталь
|
Водный раствор 1% кальцинированной соды, 0,25% азотистокислого натрия и 0,2% гашеной извести
Водный раствор 0,8% тринатрийфосфата и 0,2% азотистокислого натрия
Водный раствор 2—3% едкого натра
|
Водный раствор 1% кальцинированной соды, 0,25% нитрита натрия и 0,2% извести
1—2-процептная мыльная эмульсия
|
|
Медь, латунь и другие медные сплавы
|
Водный раствор 0,5 — 1% кальцинированной соды
Водный раствор 0,8% тринатрийфосфата
|
Водный раствор 1% хромового ангидрида и 0,5% поваренной соли 1—2-процентная мыльная эмульсия
|
|
Алюминиевые, магниевые, цинковые и цинковоалюминиевые сплавы
|
Вода
Водный раствор 0,8% тринатрийфосфата
|
Водный раствор 1% хромового ангидрида и 0,5% серной кислоты 1—2-процентная мыльная эмульсия
|
|
Детали с наружной резьбой, с отдельными точными поверхностями, тонкостенные, крупногабаритные, детали с глубокими пазами, проушинами и отверстиями требуют при полировании в барабанах особых условий.
Для предохранения наружной резьбы деталей от повреждений при обработке в барабанах на нее навинчивают колпачки,
гайки и т. п. (фиг. 46).
Точные отверстия малого диаметра можно предохранить от повреждений при полировании детали в барабане применением кусков боя шлифовальных кругов; размер их должен превышать диаметр точного отверстия детали (фиг. 47). Чтобы избежать повреждений точных отверстий большого диаметра, надо их заглушать с обеих сторон.
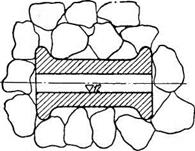
Детали средних размеров с прямыми или остроугольными кромками, так же как и крупногабаритные детали, надо расположить при обработке в барабане таким образом, чтобы они не
ударялись друг о друга. Такие детали можпо крепить на оправках к стенкам барабана или обрабатывать по одной-две детали в многокамерном барабане, камеры которого ограничивали бы свободу их движения во время обработки (фиг. 48).
Детали с глубокими пазами надо обрабатывать во избежание их заклинивания с максимальным количеством абразивного наполните ля. Рекомендуется объемное соотношение деталей и абразивного наполнителя от 1 : 10 до 1 : 12.
1.
[1] О бесцентровошлифовальных станках см. вып. 4 настоящей Библиотечки.
[2] По данным ряда машиностроительных заводов. 5*