
6. РЕЖИМЫ И УСЛОВИЯ ОБРАБОТКИ ТВЕРДЫХ СПЛАВОВ
Для шлифования и доводки используются алмазные шлифовальные круги; на них расходуется до 30—35% всех технических алмазов, применяемых в промышленности.
Практикой отечественных и зарубежных заводов установлено, что при обработке алмазными шлифовальными кругами твердосплавных деталей значительно повышаются технико-экономические показатели процесса по следующим направлениям:
1) уменьшается трудоемкость операции;
2) увеличивается износостойкость обработанных деталей;
3) повышается культура выполнения операций шлифования и доводки и снижается их себестоимость.
В настоящее время в промышленности наряду с обычно применяемыми марками твердых сплавов ВК8 и Т15К6 все больше используются улучшенные твердые сплавы ВК6В, ВК8В, а также высококобальтовые сплавы ВКПА и ВК15.
Раньше инструмент, оснащенный такими сплавами, шлифовался кругами из карбида кремния (на керамической связке) зернистостью 32—20 и твердостью СМ 1—СМ2, а доводился либо кругами из того ж’е материала (на бакелитовой связке) зернистостью 10—6, либо порошком или пастой карбида бора зернистостью 5—4. Такой технологический процесс не обеспечивал достаточно высокого качества обработанных поверхностей по шероховатости,’ их напряженному состоянию и не давал достаточной производительности .
Теперь при шлифовании используются алмазные круги АС16—АС8, а при доводке — круги АС6—АСМ40. Для
достижения более производительной обработки применяются круги А32—А20, а для получения более чистой поверхности (10—11-й класс и выше) — круги АМ14 и мельче.
Широкое применение при шлифовании получили круги на металлической связке (бронза) и при доводке — круги на бакелитовой связке. Круги на металлической связке М5 в некоторых случаях позволяют в несколько раз по сравнению с обычной металлической связкой Ml увеличить производительность и уменьшить расход шлифовального круга при той же шероховатости обработанной поверхности и без дефектов. Как показала практика, лучшими органическими связками являются связки Т02 и Б1. Для специальных видов работ (фасонные детали и детали маленьких размеров) используются круги и притиры, на которые алмазное зерно наносится гальваническим способом. Такие круги изготовляются в один или несколько слоев.
Кроме перечисленных связок, недавно начали применять керамическую связку. Круги на такой связке могут быть использованы для предварительного шлифования и доводки.
При шлифовании и доводке изделий из твердых сплавов алмазными кругами необходимо соблюдать режимы, указанные в табл. 25.
Ввиду высоких режущих свойств алмазных зерен для шлифования иногда используют несортные алмазные порошки из отходов алмазного производства. Несортные порошки являются обязательными спутниками при добыче природных алмазов. Они отличаются большим количеством примесей (до 13%). Ранее отходы алмазного производства не использовались, но в последнее время они стали применяться в шлифовальных кругах. Использование несортных алмазов в промышленности не только увеличит баланс алмазного сырья в стране, что очень важно, но уменьшит себестоимость обработки.
Круги из несортных алмазных порошков изготовляются на бакелитовых связках Б1 и Б2 с 50-процентной концентрацией.
На рис. 9 представлена диаграмма по износу кругов q, изготовленных из несортных — (/) и сортных (II) алмазных порошков на бакелитовой связке Б1, при обработке поверхности твердых сплавов площадью 65 мм2. Обработка 56
Режимы шлифования твердых сплавов
|
Вид шлифования |
Требуемый класс чистоты обработанной поверхности (ГОСТ 27{$У—59) | |
Характеристика круга |
Припуск на обработку в мм |
Режимы обработки |
||||||
|
обозначение |
зернистость |
Я & го К о |
Скорость вращения круга в м/сек |
‘•скорость вращения изделия в м/мин |
продольная подача в м/мин |
поперечная подача в мм/ход |
Глубина шлифовання в мм |
|||
|
Плоское |
7 |
АПП |
А12—А10 |
м |
0,1 -0,2 |
15—20 |
— |
5,0 |
0,5 |
0,04 |
|
8 |
А10—А8 |
|||||||||
|
4,0 |
0,5 |
0,03 |
||||||||
|
9 |
А8—А6 |
0 |
0,05—0,1 |
25—35 |
— |
3,0 |
0,4 |
0,02—0,03 |
||
|
10 |
А5-А4 |
|||||||||
|
2,0 |
0,3 |
0,01—0,02 |
||||||||
|
Круглое наружное |
7 |
АПГТ |
А12—А10 |
м |
0,1-0,2 |
15—20 |
10—20 |
0,8 |
— |
0,0075—0,01 |
|
8 |
А10—А8 |
0,5 |
— |
0,0075—0,01 |
||||||
|
9 |
А8—Аб |
0 |
0,05—0,1 |
30—35 |
0,5 |
— |
0,0075-0,01 |
|||
|
10 |
А5-А4 |
20—«30 |
0,3 |
— |
0,005— 0,0075 |
|
Вид шлифования |
Требуемый класс чистоты обработанной поверхности (ГОСТ 2789—59 |
Характеристика круга |
Припуск на обработку в мм! |
Режимы обработки |
||||||
|
обозначение |
зернистость |
Я & го К ш о |
скорость вращения круга в м/сек |
скорость вращения изделия в м/мин |
продольная подача в м/мин |
поперечная подача в мм/ход |
глубина шлифования в мм |
|||
|
Круглое внутреннее |
7 |
А2ПП |
А12-А10 |
м |
0,1—0,2 |
10—20 |
0,5 |
— |
0,0075 —0,01 |
|
|
8 |
АПП |
А10—А8 |
0,4 |
— |
0,005— 0,0075 |
|||||
|
9 |
Головка АГЦ |
А8—А6 |
0 |
0,05—0,1 |
25—30 |
25—50 |
‘0,4 |
— |
0,005— 0,0075 |
|
|
10 |
А5-А4 |
0,2-0,3 |
— |
0,005— 0,0075 |
||||||
|
Профильное |
7 |
А2П |
А12—А10 |
м |
0,1—0,2 |
20—25 |
— |
1,0—1,5 |
0,001 — 0,005 об/мин |
0,02—0,03 |
|
8 |
А10—А8 |
|||||||||
|
9 |
А8—Аб |
0 |
0,05—0,1 |
20—27 |
— |
0,01—0,02 |
Примечания: 1. Обработке подвергаются изделия из твердых сплавов групп ВК и ТК.
2. Обработка ведется с охлаждением.
 |
применять бакелитовую связку Б2 как наиболее экономически выгодную. Исходя из этого, производительность (в данном случае съем твердого сплава) определялась при работе кругами именно на этой связке (рис. 10) при vKP = = 30 м/сек; snp = 1,0 м/мин. Площадь обрабатываемой поверхности равнялась 110 мм2, поперечная подача — 0,01 и 0,02 мм.
Производительность обработки кругами из несортных алмазов при поперечной подаче snon = 0,01 мм меньше производительности, полученной кругами из сортного алмазного порошка, а при snon = 0,02 мм превышает ее (рис. 10).
Нарис. 11 приведена диаграмма шероховатости поверхности твердых сплавов, обработанных при различных глубинах резания и различной зернистости кругов, изготов
ленных из несортных алмазных порошков. Площадь обрабатываемой поверхности равнялась 65 мм2. Обработка велась при vKP = 30 м/сек snp = 1,0 м/мин. Круги зернистостью А10 дают более шероховатую поверхность, чем круги зернистостью А5. С увеличением поперечной подачи шероховатость возрастает.
 |
 |
При круглом наружном и плоском шлифовании обработку следует вести более широкими кругами, независимо
J — круг; 2 — вставка нз
твердого сплава; 3 — корпус
штампа из стали
от того, из каких алмазов они изготовлены. Закрепление изделия в центрах и на плите должно осуществляться с таким расчетом, чтобы оно не прогибалось и было параллельно рабочей поверхности круга.
Шлифование и доводку изделий, состоящих из стали и твердого сплава, следует осуществлять в направлении от стали к сплаву, что сокращает износ круга (рис. 12). Ширина алмазоносного слоя круга должна быть меньше ширины обрабатываемой поверхности.
• При обработке инструментов алмазными кругами на металлических связках охлаждение обязательно (подача охлаждающей жидкости должна составлять не менее 3—5 л/мин). Необходимо охлаждение при больших контактных поверхностях (более 1 см2) и при обработке стальных деталей. Доводку твердого сплава можно осуществлять без охлаждения.
Применение смазывающе-охлаждающих жидкостей уменьшает нагрев в месте контакта инструмента с алмазным кругом и способствует снижению усилий обработки, что, в свою очередь, уменьшает износ алмазных зерен и препятствует налипанию стружки на рабочую поверхность круга. Шероховатость поверхности с применением сма-
![]()
 зывающе — охлаждающих жидкостей улучшается на один класс.
зывающе — охлаждающих жидкостей улучшается на один класс.
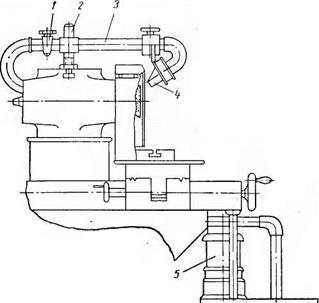
Схема системы охлаждения круга и изделия при помощи полива охлаждающей жидкостью показана на рис. 13.
1 — вентиль; 2 — кронштейн; & — трубопровод; 4 — сопло; б — насос
Для кругов на органической связке рекомендуется следующий состав водного раствора: тринатрийфосфат — 0,6%; вазелиновое масло — 0,05%; бура — 0,3%; кальцинированная сода — 0,25%; нитрат натрия — 0,10%. Вместо смазки можно использовать пасту, которая должна включать две части технического вазелина и одну часть парафина, нанося ее на рабочую поверхность круга. Можно также периодически (2—3 раза в смену) смазывать
поверхность алмазоносного слоя войлочным тампоном, пропитанным маслом. Применять щелочные растворы при обработке кругами на органической связке нельзя, так как это ведет к разрушению связки.
 |
Алмазные круги на металлической связке применять без смазывающе-охлаждающих жидкостей нельзя ввиду их сильного засаливания (при засаливании появляется
характерный звук—круг как бы начинает звенеть). Для кругов на металлической связке рекомендуется следующий состав водного раствора: триэтаноламин — 0,4%; нитрат натрия — 0,4%, тринатрийфосфат — 0,3%; кальцинированная сода — 0,3%; бура — 0,5%, смачиватель ОП7 (или ОШО) — 0,1%.
При охлаждении струйным поливом (3—4 лімин) следует применять воду с небольшим количеством (3—5%) легкого масла (например, веретенного), чтобы предотвратить коррозию станка. Это охлаждение можно с успехом применять для алмазных кругов как на бакелитовой, так и на металлической связках.
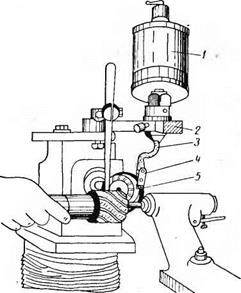
Если нет возможности осуществить струйный полив, то для кругов на металлической связке с успехом можно 62
применять смесь, состоящую из 2/3 частей керосина и 1/3 части машинного масла. Подача смеси осуществляется капельным или фитильным способом (рис. 14). Этот способ охлаждения нашел широкое применение на ряде заводов. На станках устанавливаются капельницы (небольшие резервуары), из которых смазывающе-охлаждающая жидкость по тонкой металлической трубке поступает к войлочному тампону, прижимаемому с незначительным усилием к поверхности алмазоносного слоя.