
Наиболее высокие классы шероховатости поверхности достигаются при процессах доводки. В отечественной промышленности эти операции до последнего времени производились пастами из электрокорунда, карбида кремния, карбида бора и других абразивов в зависимости от обрабатываемого материала. Способы обработки пастами и порошками описаны в Ш-м выпуске библиотечки шлифовщика [1].
В настоящее время в различных областях машиностроения широко используются алмазные пасты (табл. 15), приготовляемые из алмазных порошков (ГОСТ 9206—59).
НИИалмаз, УкрНИСМИ, завод «Ильич» и другие организации разработали ряд составов алмазных паст, которые в зависимости от зернистости содержат жирные кислоты, вазелиновое или касторовое масло и олеиновую кислоту.
Работы, проведенные пастами с различными компонентами связки, показали, что пасты, в состав которых входят поверхностно-активные вещества (стеарин, олеиновая кислота и др.), обладают несколько большей производительностью за счет их химического воздействия на обрабатываемую поверхность. Однако решающее влияние на производительность процесса доводки все же оказывают физические свойства алмазного порошка, форма и гранулометрический состав его зерен.
|
Алмазные пасты
|
|
№ пози ции |
Зернистость |
Содержание алмаза при концентрации |
в пасте (в каратах) алмазного порошка |
Расфасовка пасты в г |
||||
|
20% |
10% |
8% |
6% |
4% |
2% |
|||
|
25 |
3,0 |
2,0 |
10 |
|||||
|
26 |
АМ5 |
7,5 |
5,0 |
25 |
||||
|
27 |
15,0 |
10,0 |
50 |
|||||
|
28 |
30,0 |
20,0 |
100 |
|||||
|
29 |
3,0 |
2,0 |
1.0 |
10 |
||||
|
30 |
АМЗ |
7.5 |
5,0 |
2,5 |
25 |
|||
|
31 |
15,0 |
10,0 |
5,0 |
50 |
||||
|
32 |
30,0 |
20,0 |
10,0 |
100 |
||||
|
33 |
3,0 |
2,0 |
1,0 |
10 |
||||
|
34 |
АМ1 |
7.5 |
5,0 |
2,5 |
25 |
|||
|
35 |
15,0 |
10,0 |
5,0 |
50 |
||||
|
36 |
30,0 |
20,0 |
10,0 |
100 |
Для доводки и притирки могут применяться как алмазные порошки, так и пасты. Применение паст выгоднее и экономичнее. Ниже приводится ряд основных правил, соблюдение которых обязательно при использовании алмазных паст.
1. Для обеспечения высокого качества обрабатываемой поверхности, снижения расхода алмазов и сокращения времени на доводку алмазные пасты следует применять только после тщательной предварительной обработки и очистки изделий. Для твердых и хрупких материалов в качестве предварительной обработки под доводку лучше всего применять шлифование алмазными кругами соответствующей зернистости. В тех случаях, когда форма обрабатываемой поверхности не позволяет применять плоское, круглое наружное и фасонное шлифование, следует пользоваться алмазными надфилями.
2. Зернистость алмазной пасты следует выбирать, исходя из требуемой шероховатости поверхности, постепенно
переходя от более крупной к более мелкой дасте. Достигаемый класс чистоты поверхности обусловливается рядом факторов, основными из которых являются зернистость алмазной пасты, обрабатываемый материал и его твердость, материал притира. Для получения чистоты поверхности в пределах 9—10-го класса следует применять пасты зернистостью АМ40—АМ14; в пределах 11—12-го класса — АМ10—АМ5; в пределах 13—14-го класса —АМЗ—АМ1 и мельче.
3. В качестве материала для притира применяются чугун, сталь, латунь, медь, фибра, древесина, к°жа, войлок, фетр. Выбор притира зависит от обрабатываемого материала, его твердости и требуемой шероховатости поверхности.
Для осуществления процесса доводки необходимо, чтобы абразивные зерна шаржировались в поверхность притира. При выборе материала для притирД следует руководствоваться следующими правилами:
а) притир во всех случаях должен быть мягче обрабатываемого материала;
б) чем глубже остаются риски на поверхности от предыдущей обработки и чем больше припуск: необходимо снять при доводке, тем крупнее должна бытг> зернистость применяемой алмазной пасты и тверже притир;
в) при применении алмазных паст мелкой зернистости и необходимости получения высокого качества обрабатываемой поверхности следует применять более мягкие притиры;
г) применяя притиры различной твердости, можно получить разные результаты при использований пасты одной и той же зернистости; лучшие результаты получены при применении притиров из чугуна.
4. Алмазную пасту в зависимости от условий работы можно наносить на притир или на обрабатываемую деталь. Следует работать с небольшим количеством алмазной пасты. В этом случае зерна распределяются равномерно, и каждое зерно совершает определенную работу. Накопление большого количества зерен затрудняет работу и не повышает производительности труда.
Успешное применение алмазных паст зависит не только от зернистости, но и от их концентрации и консистенции (табл. 16). В табл. 17 приведены рекомендации по применению паст для различных операций.
|
Таблица 16 Консистенция паст в зависимости от концентрации алмазов в пасте
|
|
Применение паст
|
В настоящее время Украинским институтом сверхтвердых материалов (УкрНИСМИ) выпускаются пасты из синтетических алмазов (табл. 18).
Области применения алмазных паст весьма разнообразны. Они используются для окончательных доводочных операций при изготовлении особо точных деталей (1— 2-й класс) с высокими требованиями к шероховатости поверхности (10—14-й класс), для обработки сверхтвердых и твердых материалов. Наилучшие результаты они дают при обработке сверхтвердых и хрупких материалов.
Используя алмазные пасты взамен паст из электрокорунда и карбида кремния, при той же зернистости можно получить увеличение производительности в 2—3 раза и более. Применяя более мелкие порошки, можно обеспечить шероховатость поверхности на два класса выше без понижения производительности.
5; Следует помнить, что при изготовлении паст много внимания уделяется тщательной классификации порошков по гранулометрическому составу, а также созданию необходимых условий, исключающих возможность загрязнения или попадания в пасту более крупных зерен. Любое крупное зерно может повредить обрабатываемую поверхность, оставив на ней глубокие риски, что ведет к дополнительной затрате труда на повторную обработку деталей и даже в некоторых случаях может привести к окончательному браку. Поэтому при работе алмазными пастами необходимо тщательное соблюдение чистоты рабочего места. Для пасты каждой зернистости необходимо применять
|
Алмазные синтетические пасты УкрНИСМИ
|
отдельный притир, маркируя его номером зернистости или окрашивая условным цветом, присвоенным пасте данной зернистости.
6. Работа по доводке чаще производится последовательно двумя-тремя алмазными пастами с постепенным переходом от более крупной зернистости к более мелкой. Число последовательно применяемых паст зависит от припуска и требуемой шероховатости обрабатываемой поверх — 40
на несколько последовательных операций, поручив исполнителю работу пастой только одной зернистости. При переходе от более крупной зернистости к более мелкой необходимо тщательно промыть деталь спиртом, ацетоном или — водой в зависимости от состава применяемой пасты. Алмазные пасты можно применять как при ручной, так и при машинной доводке. Наибольший эффект от применения алмазных паст достигается тогда, когда процесс доводки механизирован.
|
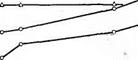
О 1 г 3 ч 5 Є 7 8 9 mil р, кГ/смг Рис. 4. Влияние удельного давления притира р на производительность Q и расход алмазного порошка q при доводке твердых сплавов при скорости притира vn — 6 м/мин: Д— расход алмазного порошка q О — производительность Q; —————— — при обра ботке притиром из серого чугуна СЧ с пастой ACMI4*; —•—•—* —при обработке притиром из стали 20X с пастой АСМ14; ———— — при обработке притиром из серого чунуга СЧ с пастой АСМ5 |
![]()
![]()
![]()
![]()
![]()
 7. Оптимальными режимами доводки можно
7. Оптимальными режимами доводки можно
считать скорость притира, равную 3—б м! мин, и удельное давление, равное 3,0—5,0 кГ/см2.
На рис. 4 показано влияние удельного давления на производительность и расход алмазного порошка при доводке твердых сплавов (размером поверхности 12 X X 20 мм) на притирах, изготовленных из чугуна и стали. Скорость притира в„ = 6 м/мин, продольная подача snp = = 1,5 м! мин. Из рисунка видно, что производительность возрастает по мере увеличения удельного давления и зернистости алмазного порошка, а также при применении чугуна в качестве материала притира. Удельный расход алмазного порошка при доводке уменьшается по мере уменьшения его зернистости. Уменьшение удельного
расхода наблюдается также и при переходе от чугунного притира к стальному. Производительность при работе стальным притиром резко снижается. Шероховатость обработанной поверхности улучшается по мере уменьшения давления на деталь. Лучшие результаты по шероховатости наблюдаются при доводке чугунным притиром.
Влияние зернистости на производительность и расход алмазного порошка при доводке твердых сплавов и сталей показано на рис. 5. Образцы подвергались обработке при
 Рис. 5. Влияние зернистости пасты на производительность Q и расход алмазного порошка q при доводке пастой твердых сплавов и сталей;
Рис. 5. Влияние зернистости пасты на производительность Q и расход алмазного порошка q при доводке пастой твердых сплавов и сталей;
А — расход алмазного порошка qi О — производительность Q; при
обработке твердого сплава;
— — — — прн обработке
стали
скорости притира vn = 6 мімин, давлении р = 6—8 кГ/см2. Лучшие результаты по производительности наблюдаются при доводке стали пастами крупной зернистости и при больших давлениях. Правда, при этих условиях расходуется большое количество алмазного порошка и ухудшается шероховатость обработанной поверхности.
На основании приведенных данных можно рекомендовать пасты следующей зернистости:
1) АСМ40—АСМ20 для предварительной доводки;
2) ACM 14—АСМ7 и АСМ5—АСМЗ для окончательной доводки;
3) АСМ1 и другие пасты меньшей зернистости для самых тонких операций обработки твердых сплавов и сталей.
На рис. 6 показано влияние зернистости пасты на производительность и расход алмазного порошка при доводке наружных ли внутренних поверхностей изделий из стали ХВГ. Наружная доводка велась при скорости притира 42
vn = 29,4 мімин и давлении р = 4 кПсм2; внутренняя — при vn = 4,3 мімин и р = 0,5—1,0 к/7сж2. Как видно из рис. 6, производительность доводки внутренних поверхностей значительно выше производительности доводки наружных. Удельный расход паст в обоих случаях довольно велик, что объясняется отсутствием устройства для сбора отходов пасты и несвоевременным нанесением паст на притир. Однако при доводке внутренних поверхностей расход пасты значительно меньше.
 Рис. 6. Влияние зернистости пасты и а производительность Q и расход алмазного порошка q при доводке, наружных и внутренних поверхностей изделий из стали ХВГ:
Рис. 6. Влияние зернистости пасты и а производительность Q и расход алмазного порошка q при доводке, наружных и внутренних поверхностей изделий из стали ХВГ:
А — расход алмазного порошка q О — производительность Q; — при наружной доводке; — при внутренней
доводке
Применение паст зернистостью АСМ7—АСМ5 обеспечивает шероховатость поверхности, соответствующую 11-му классу чистоты, и необходимую точность, предъявляемую к данным изделиям.
Результаты доводки деталей из стали ХВГ и сплава ВК8 алмазными пастами разной зернистости даны в табл. 19.
Таблица 19
|
Результаты доводки деталей
|