
Шлифовальные головки (табл. 11). Этот вид алмазного инструмента применяется при обработке отверстий деталей штампов, фильер, волок и т. д.
|
Таблица 11 Распространенные виды алмазных головок
|
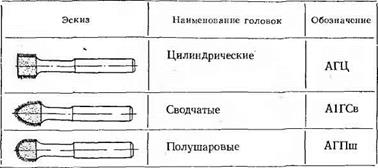
Головки состоят из стального корпуса (основания) и нанесенного на него алмазоносного слоя. Корпуса головок изготовляются из стали ХГ или ХГС (ГОСТ 5950—63) или же из стали У8А (ГОСТ 1435—54) и подвергаются термический обработке до твердости HRC 47—52. Шероховатость торцовых поверхностей корпуса (ГОСТ 2789—59) должна соответствовать 6-му классу, а посадочных мест и поверхностей, покрываемых алмазоносным слоем, 7-му классу. Алмазоносный слой приготовляется из синтетического или естественного алмазного порошка (ГОСТ 9206—59) зернистостью АСМ28(АМ28)—АСІ6 (А28) на различных связках, применяемых в алмазных кругах. Наносится этот слой на корпус методом прессования или методом гальванизации.
Размеры алмазных головок с прессованным алмазоносным слоем даны в табл. 12.
Таблица 12
|
Размеры головок с прессованным алмазоносным слоем
|
Надфили. В табл. 13 даны эскизы и наименования 10 видов алмазных надфилей, которые применяются при обработке сложных профилей деталей штампов, различного инструмента и т, д.
Основные формы алмазных надфилей
|
|
||
|
|||
|
|||
|
|||
|
|
||
|
|
||
|
|||
|
|||
|
|||
|
|||
|
|
||
|
|||
|
|||
|
|||
|
|||
![]()
![]()
![]()
![]() Круглые
Круглые
Полукруглые
Трехгранные
Алмазные надфили состоят из стального корпуса и нанесенного на него алмазоносного слоя (рис. 3). Корпуса надфилей, так же как и корпуса головок, изготовляются из стали ХГ, или ХГС, или же из стали У8А и подвергаются термической обработке до твердости HRC 47—52. Шероховатость торцовых поверхностей корпуса должна соответствовать 6-му классу, а посадочных мест и поверхностей, покрываемых алмазоносным слоем, 7-му классу. Алмазоносный слой изготовляется из синтетического или естественного алмазного порошка зернистостью АС5 (А5)— АС16 (А16) на различных связках, применяемых в кругах. 32
Наносится он на корпуса надфилей такими же методами, как|и на корпуса головок. Алмазные зерна должны быть равномерно распределены и прочно закреплены на корпусе.
а) В)
 |
Рис. З.Основные размеры надфилей: а—тупоносого; б—остроносого;
При упаковке каждый надфиль должен сопровождаться паспортом по форме Ф1, утвержденной НИИалмазом, и помещаться в футляр, на который отчетливо нанесен
|
Форма сечения |
Наименование брусков |
Обозна чение |
Размер в мм |
Назначение |
||
|
я |
Квадратные |
Б Кв |
От 5Х 5 до 10X10 |
Для общих работ |
||
|
Плоские |
БП |
От 6X5 до 10X5 |
||||
|
— ‘/-*•—V ‘-й |
||||||
|
А |
Трехгран ные |
БТ |
От 6X8 до 10X12 |
|||
|
Круглые |
БКр |
До 10 |
||||
|
Полукруг лые |
БПК |
От 6X5 до 10X8 |
||||
|
Плоские |
БХ |
— |
Для хонингования |
|||
|
тШг |
С выточкой |
БХВ |
От 11X0,2 до 150X8 |
|
Таблица 14 |
|
Алмазные бруски |
|
3 В. С. Коршунов 1407 |
|
33 |
товарный знак завода-изготовителя и зернистость алмазного порошка. Упаковка, транспортировка и хранение надфилей производятся согласно ОН 037-38—63.
Бруски. Алмазные бруски (табл. 14) применяются при обработке деталей штампов и измерительных инструментов, а также при хонинговании.
Бруски состоят из стального корпуса и нанесенного на него алмазоносного слоя, который приготовляется из алмазного порошка различной зернистости и на различных связках. Бруски для общих работ имеют органическую или металлическую связку, а бруски для хонингования — только металлическую. Нанесение алмазоносного слоя в последнее время производится гальваническим методом.