
В связи с промышленным выпуском синтетических алмазов созданы возможности для широкого внедрения в народное хозяйство различных инструментов из этих алмазов (кругов, брусков, притиров), что позволяет увеличить применение режущего и измерительного инструмента штампов и волок, изготовляемых из твердых сплавов и сталей.
2. АЛМАЗНЫЕ КРУГИ И ИХ НАЗНАЧЕНИЕ
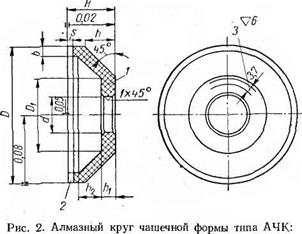
Алмазные круги (рис. 2) предназначаются для шлифования, заточки и доводки изделий из твердых сплавов и сталей. Они имеют корпус 1 и алмазоносный слой 2. Корпус изготовляется из дюралюминия или пластмассы. Алмазоносный слой состоит из алмазного порошка, связки и наполнителя.
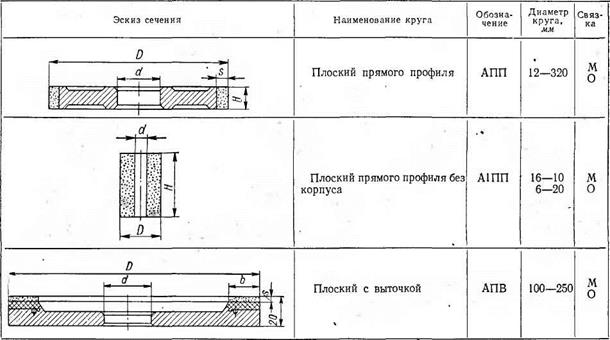
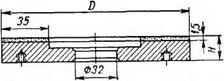
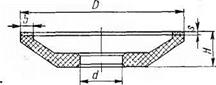
Форма и размеры круга. Форма и типоразмеры кругов определяются ГОСТом 9770—61 (табл. 6) и нормалями НИИалмаза: ОН 037-006—62 и ОН 037-031—62 и др.
Круги из синтетических алмазов используются на операциях шлифования, заточки и доводки режущих инструментов с пластинами из металло — и минералокерамических сплавов, а также для обработки некоторых термообработанных сталей и полупроводников. Не рекомендуется применять алмазные круги при шлифовании изделий из незакаленных сталей и цветных металлов, а также деталей, имеющих значительный слой припоя, так как при обработке этих материалов круги дают повышенный износ.
Технические требования к кругам на металлической связке определены нормалью ОН 037-018—62, к кругам на органической связке — нормалью ОН 037-031—62.
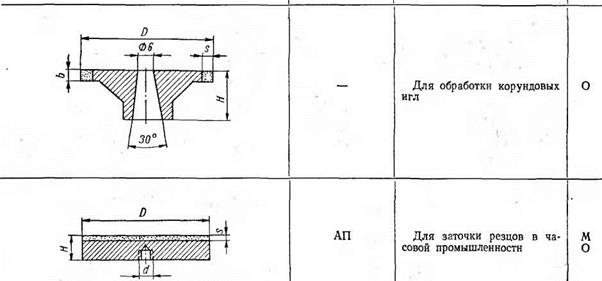
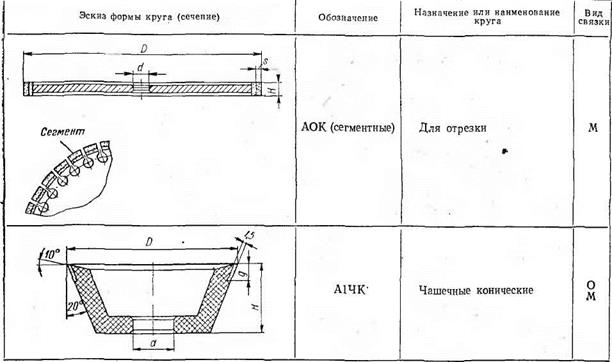
В том случае, если предприятию требуются круги специальной формы (табл. 7), не вошедшие в ГОСТ, то они
выпускаются заводами-изготовителями по специальному согласованному заказу. Для этого необходимо разработать чертежи и изготовить прессформы и только тогда обратиться к заводу за изготовлением необходимого круга.
Характерные примеры выбора формы кругов приведены в табл. 8.
Выбор алмазных кругов. Основные характеристики, по _ которым выбираются алмазные круги, следующие: зернистость, связка и концентрация алмаза.
|
1 — корпус; 2 — алмазоносный слой; S — место маркировки; D — наружный диаметр круга; Dt — диаметр основания; Н — высота круга; d — диаметр отверстия; hi -— высота основания; s — толщина алмазоносного слоя; Ь — ширина алмазоносного слоя: h — толщина основания круга; h2 — высота чашечки |
Зернистость. В табл. 9 дано обозначение зернистости естественных алмазных порошков и указан соответствующий ей размер зерен основной фракции (ГОСТ 9206—59).
Зернистость кругов из синтетических алмазов подбирают в зависимости от припуска на обработку и характера выполняемых операций (точности и шероховатости обработки), руководствуясь при этом следующими условиями:
1) предварительное шлифование производится кругами АС 16—АС 12;
2) на окончательном шлифовании используют круги АСЮ—АС6;
|
|
|
|
|
|
|||||||
|
|
||||||
|
|||||||
|
|||||||
|
|
|
|
||||
|
|||||||
|
|
||||||
|
|||||||
|
|||||||
|
|
|
|||||

|
|
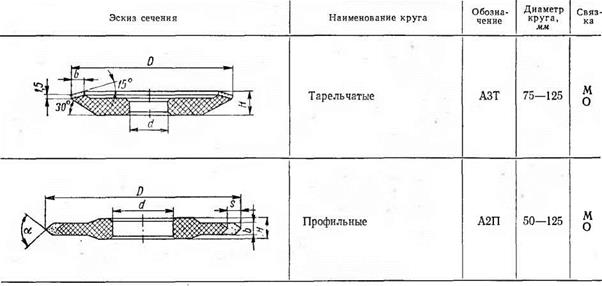
Условные обозначения: 1) основных размеров круга: D — диаметр круга; И — высота круга;
d — диаметр отверстия; s — толщина алмазоносного слоя; Ъ — ширина алмазоносного слоя; а — угол# конуса алмазоносного слоя; 2) связки: М — металлическая; О — органическая.
|
Специальные алмазные круги
|
|
||
|
|
||
![]()
![]()
|
![]()
![]()
|
Обозна чение’ |
Назначение круга |
Применение |
Тип станка |
|
АПП |
Обработка тел вращения |
Шлифование и доводка цилиндрических поверхностей |
Круглошлифо вальный |
|
Обработка плоских поверхностей |
Шлифование и доводка деталей, штампов, инструментов и др. |
Плоскошлифо вальный |
|
|
Обработка инструментов |
Обработка стружколома — тельных порожков в резцах |
Заточный |
|
|
А1ПП |
Внутреннее шлифование |
Шлифование и доводка отверстий |
Внутришлифо- вальный |
|
Головка АГЦ |
Обработка поверхностей фасонного профиля |
Координатно шлифовальный |
|
|
А1ПВ |
Обработка неметаллических материалов |
Шлифование естественных и искусственных камней |
Специальный шлифовальный |
|
АПВД |
Обработка различных деталей |
Обработка деталей микрометра и мерительных скоб |
Профил ешли — фовальный |
|
АЧК |
Обработка плоских поверхностей |
Шлифование и доводка деталей штампов |
|
|
А1Т |
Шлифование деталей штампов |
Универсально заточный |
|
Примеры выбора кругов |
|
Таблица 8 |
|
Продолжение табл. 8
|
|
Таблица 9 Зернистость естественных алмазных порошков
|
3) доводка производится кругами АС5—АСМ28;
4) на окончательной доводке и при полировании используются круги АСМ28—АСМ10.
Связка. В настоящее время наиболее распространенными связками алмазных кругов являются две:
1) металлическая связка, используемая на операциях шлифования при снятии наибольших припусков (до 0,5 мм);
2) органическая связка, используемая на операциях чистового шлифования и доводки, а также на операциях тонкого шлифования при снятии небольших припусков (до 0,1 мм).
Отечественная промышленность выпускает круги на различных металлических и органических связках. Известны металлические связки: МІ, МИ, МК, М5 и др., органические: Б1, Б2, БЗ и Т02.
Основной связкой является связка Ml (80% меди и 20% олова). Круги на этой связке выпускаются большинством заводов. Разновидностями данной связки являются связки МИ (завода «Ильич») и МК (Томилинского завода).
Связка М5 — литая; при ее изготовлении используется ультразвук. Связка М9 изготовляется с добавкой 3% серебра. Эти связки употребляются в кругах, предназначенных для черновых заточных и шлифовальных работ.
В связке Б1 наполнителем является карбид бора, а в связке Б2 — железо. Эти связки выпускаются рядом заводов. Связка Т02 изготовляется на Томилинском заводе. Большое будущее принадлежит керамической связке.
В некоторых случаях для закрепления алмазов на корпусе (в фасонных кругах и кругах малых диаметров для шлифования отверстий диаметром менее 3 мм) применяют гальванический метод, который в настоящее время успешно осваивается и совершенствуется промышленностью (круги с гальваническим покрытием обозначаются буквой Г).
При маркировке чашечных алмазных кругов учитывают их диаметр и толщину, например, если диаметр круга D — 75 мм, а толщина 6 = 5 мм, то на круге будет стоять марка АЧК 75 х 5.
Концентрация. Количество алмазного порошка, содержащееся в 1 мм8 алмазоносного слоя, называется концентрацией круга. Так, за 100-процентную
га
|
Таблица 10 Выбор кругов для различных операций шлифования и доводки
Условные обозначения связки: М — металли ческая; К — керамическая; Б — бакелитовая; МД — металлическая мелкодисперсная; Г — круги с гальваническим покрытием. |
концентрацию алмазного круга принято содержание 0,878 мг алмаза в 1 мм3 алмазоносного кольца. При 50-про — центной концентрации алмазного порошка будет в два раза меньше и т. д. Концентрация круга должна соответствовать связке и характеру выполняемой операции. Круги на металлической связке бывают только со 100-про — центной концентрацией, а круги на органической — с различной концентрацией.
При выборе алмазных кругов следует исходить из конкретных условий, в которых они работают (табл. 10).