
Для шлифования в барабанах наиболее широко применяется бой шлифовальных кругов. Использованные на шлифовальных станках круги разбивают под прессом или вручную и полученные
куски измельчают на камнедробильных машинах до размера 5— 35 мм. Полученные куски шлифовальных кругов предварительно обкатывают в галтовочных барабанах со скоростью 40—50 об/мин. в течение 1—2 час., и после сортировки они готовы к употреблению. Для обработки закаленных детален можно использовать необка — танный бой шлифовальных кругов или других абразивных инструментов.
Таким же способом для полирования в барабанах готовятся бой фарфора и куски серого гранита. Галтовка продолжается 10—20 час.
|
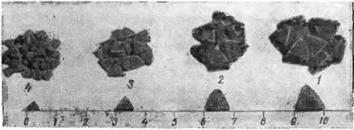
Фиг. 43. Специальные абразивные наполнители в виде плиток треугольной формы для обработки в барабанах. |
Бой абразивных материалов сортируется на куски следующих групп и размеров: крупные — 25—35 мм, основные — 17—25 мм, средние — 10—17 мм, мелкие — 5—10 мм.
Размеры кусков боя абразивных кругов выбираются в зависимости от конфигурации деталей и назначения операции. Наиболее чистую обработанную поверхность дают абразивные куски группы «мелкие». Они же рекомендуются для обработки тонкостенных и хрупких деталей.
Для повышения режущих свойств кусковых абразивов в барабан добавляют шлифовальные порошки электрокорунда зернистостью 100—230.
Одна из заграничных фирм рекламирует для обработки в барабанах специальные абразивные наполнители «Алундум тум — блекс Т», представляющие собой плитки треугольной формы (фиг. 43) четырех размеров (от 25 до 8 мм), которые по данным фирмы обеспечивают высокую производительность и при износе не теряют формы.
Неабразивные наполнители применяются при обработке в барабанах для смягчения взаимных ударов деталей, улучшения чистоты поверхности и блеска деталей, обеспечения обработки труднодоступных мест. При полировании всухую пеабразивные наполнители должны также собирать абразивную пыль и отходы полировальных процессов. К таким наполнителям относятся:
а) металлические — шарики, цилиндрики, отходы штамповочного производства;
б) неметаллические — кукурузные кочерыжки, кожа, обрезки фетра, опилки и др.
Стальные шарики применяются на операциях полирования. Они должны быть закалены и заранее отполированы. Перед употреблением шарики обезжириваются. Для замены дорогостоящих стальных шариков используются цилиндрики, нарезанные из проволоки. Цилиндрики, так же как и шарики, должны быть закалены и предварительно отполированы.
Кукурузные кочерыжки применяются при полировании стальных деталей и деталей из цветных металлов и сплавов. Обычно они применяются вместе со стальными шариками в следующей пропорции: детали — 1 часть, шарики — 1 часть, фарфор — 2 части, кукурузные кочерыжки — 2 части. Обрезки кожи и фетра применяются при полировании всухую. Кожа должна быть мягкой; обычно применяются замша, шевро, хром. Размеры кусочков кожи не должны быть более 60 мм2. В весовых частях соотношение кожи и деталей составляет 1 : 50. Обычно одной загрузки обрезков кожи достаточно для обработки 3—5 партий деталей.
Опилки используются для сушки деталей и при галтовке. Обычно применяются сухие опилки твердых пород дерева — березы, бука и др., которые хорошо очищают детали от масла и высушивают их после шлифования и полирования с рабочей жидкостью. Отработанные опилки выбрасываются. Влажные чистые опилки до применения в барабанах должны высушиваться. Объемное соотношение деталей и опилок должно быть от. 1 : 2 до 1 : 6. I
В качестве рабочих жидкостей при шлифовании и полировании применяются растворы ядрового 72-процентного мыла, едкого натра, кальцинированной соды, гашеной извести, азотистокислого натрия и т. п. Рабочие жидкости должны хорошо смачивать детали и абразивные наполнители, легко распыляться, быть химически нейтральными.