
Процесс полирования деталей в барабанах заключается в следующем. В барабан загружают детали и приводят его во вращение, во время которого детали, перекатываясь, трутся друг о друга, и таким образом устраняются окалина, ржавчина, шероховатость и другие поверхностные дефекты.
Металлические детали обрабатываются в барабанах без шлифующих материалов (такой процесс называют галтовкой) или одним из следующих материалов: песком, глиной, наждаком, пемзой и др. Для увеличения трения в барабан добавляют наполнители — крупные куски отходов шлифовальных кругов, гальку, стальные шарики, металлические ролики и звездочки.
13. ВИДЫ ПОЛИРОВАНИЯ И ПОЛИРОВАЛЬНЫЕ БАРАБАНЫ
Известны четыре вида полирования:
1) полирование в барабанах консольного типа с наклонной осью вращения;
2) полирование в герметически закрытых барабанах с горизонтальной осью вращения;
3) полирование в перфорированных барабанах;
4) полирование в специальных барабанах.
По способу обработки различают сухой и мокрый способы полирования.
При мокром способе полирования детали обрабатываются в барабанах с применением водного раствора мыла, щелочи или масла; при сухом способе полирования детали обрабатываются без добавки какого-нибудь материала или с добавлением железных звездочек, стальных шариков, а в некоторых случаях обрезков кожи или войлочных полос. Для сушки деталей с целью удаления с их поверхности масла при полировании в барабанах применяют опилки.
 Полировальные барабаны различаются главным образом по форме, размерам, устройствам для загрузки и выгрузки, а также по расположению оси вращения.
Полировальные барабаны различаются главным образом по форме, размерам, устройствам для загрузки и выгрузки, а также по расположению оси вращения.
 |
В настоящее время применяются барабаны цилиндрической, граненой и конусной формы. Для обработки мелких деталей небольшими партиями барабаны делают двух — и трехкамерными. Обработка крупногабаритных деталей производится в специальных или многокамерных барабанах. В каждой камере многокамерного барабана обрабатываются одна или две такие детали.
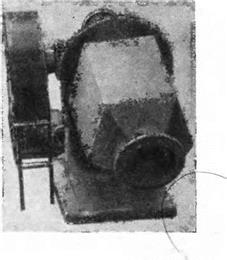
Фиг. 37. Консольный граненый ба-
рабан в положении выгрузки дета-
лей и удаления полирующих мате-
риалов.
Объемы применяющихся барабанов находятся в пределах 1 — 300 дм3 и более.
По конструкции полировальные барабаны могут быть: консольные — гладкие (фиг. 36) и граненые (фиг. 37); герметические — гладкие и граненые (фиг. 38); перфорированные (фиг. 39) и специальные.
Консольные барабаны. Применяются консольные барабаны литой и сварной конструкции. Эти барабаны предназначены в основном для полирования омедненных и никелированных изделий небольших размеров. В рабочем положении ось вращения барабана направлена вверх под углом 40—45° к горизонтали. Для лучшего перемешивания деталей во время обработки гладкий барабан, называемый барабаном-колоколом, делается с внутренними ребрами. Выгрузка деталей п удаление полирующих
средств из консольных барабанов осуществляются при наклонном положении последних (фиг. 37).
 |
 |
Герметические барабаны. Это универсальные полировальные барабаны, которыми можно выполнять любую операцию. Они
 изготовляются сварными, хотя еще несколько лет назад можно было встретить и литые барабаны. Герметические барабаны покрывают внутри резиной и в редких случаях деревом. Это предохраняет полируемые детали от вмятин и выбоин, а стальной корпус — от преждевременного износа. Поврежденное или износившееся покрытие легко заменяется новым. Крышки барабанов закрывают герметически, используя резиновые подкладки.
изготовляются сварными, хотя еще несколько лет назад можно было встретить и литые барабаны. Герметические барабаны покрывают внутри резиной и в редких случаях деревом. Это предохраняет полируемые детали от вмятин и выбоин, а стальной корпус — от преждевременного износа. Поврежденное или износившееся покрытие легко заменяется новым. Крышки барабанов закрывают герметически, используя резиновые подкладки.
В герметически закрытых барабанах из-за случайно попавших в них веществ могут образоваться газы, поэтому во избежание несчастного случая эти барабаны снабжаются специальными предохранительными устройствами (фиг. 40).
![]() При конструировании барабана исходят из количества одновременно загружаемых деталей. Обычно загружают от 2/ з до 4/5 объема барабанов. Когда загрузка барабана невелика, а номенклатура обрабатываемых деталей по форме и размерам очень разнообразна и требуется производить несколько операций обработки, барабаны делаются двухкамерными или трехкамерными. В каждой камере такого барабана можно одновременно обрабатывать металлы, отличающиеся друг от друга длительностью обработки, или одновременно производить две или три операции, как например, снятие заусенцев и
При конструировании барабана исходят из количества одновременно загружаемых деталей. Обычно загружают от 2/ з до 4/5 объема барабанов. Когда загрузка барабана невелика, а номенклатура обрабатываемых деталей по форме и размерам очень разнообразна и требуется производить несколько операций обработки, барабаны делаются двухкамерными или трехкамерными. В каждой камере такого барабана можно одновременно обрабатывать металлы, отличающиеся друг от друга длительностью обработки, или одновременно производить две или три операции, как например, снятие заусенцев и
полирование или заваливание острых кромок и удаление ржавчины и окалины.
Герметические барабаны имеют горизонтальную ось вращения. Однако бывают и такие герметические барабаны, ось вращения которых смещена на некоторый угол по отношению к горизонтали.
В мелкосерийном и индивидуальном производстве, где детали обрабатываются небольшими партиями, применяются малогабаритные настольные герметические барабаны.
Герметические барабаны имеют ряд преимуществ:
1) абразивные материалы и наполнители могут быть любой величины, в то время как при обработке в перфорированных
 барабанах их размеры ограничиваются величиной отверстий в стенках барабанов;
барабанах их размеры ограничиваются величиной отверстий в стенках барабанов;
2) на операциях снятия заусенцев и шлифования достигается высокая производительность;
3) требуются небольшие производственные площади;
4) требуется меньший расход шлифовальных и полировальных материалов на единицу готовой продукции.
К недостаткам этих барабанов следует отнести:
1) ![]() необходимость промывки деталей после обработки;
необходимость промывки деталей после обработки;
2) частую смену рабочей жийкости
(при полировании, например, замену жидкости следует производить через 1—2 часа); v
3) необходимость применения предохранительного устройства для выхода случайно образовавшихся в барабане газов.
Перфорированные барабаны. Эти барабаны находят наибольшее применение при полировании, так как обильная промывка деталей и наполнителей во время обработки способствует получению более чистой блестящей поверхности. В этих барабанах также можно производить шлифование, снятие заусенцев и другие операции.
Перфорированные барабаны имеют следующие преимущества:
1) не требуется специальных промывочных операций, а также смены рабочей жидкости в течение всего цикла обработки;
2) достигается наиболее высокая чистота поверхности при полировании.
К недостаткам можно отнести следующее:
1) необходимо иметь специальный механизм для подъема и опускания барабана;
2) затруднена защита трущихся поверхностей подшипников;
3) затруднена очистка ванны от абразивных отходов.
Специальные полировальные барабаны. Они применяютсн главным образом для обработки крупногабаритных деталей (фиг. 41). Детали 1 устанавливаются в шпинделях многошпиндельного приспособления и медленно подаются в зону полирования. Вращаясь, они проходят через массу абразивного порошка 2, который под действием центробежных сил вращается вместе с барабаном 3 и осуществляет процесс полирования.