
Полирование деталей медицинских инструментов. Осуществляется в большинстве случаев эластичными полировальными кругами за три операции: предварительное грубое полирование, чистовое полирование и окончательное полирование или глянцевание после никелирования. Все эти операции производятся на полировальных станках с числом оборотов шпинделя 1300— 1500 об/мин. кругами диаметром 200—450 мм.
Полирование корпуса стерилизатора. Материал — латунь Л62. Габаритй детали 190X90X400 мм. Чистота поверхности до обработки 7-го класса.
Предварительное полирование осуществляют матерчатым кругом, накатанным электрокорундом зернистостью 180; съем металла 19,4 г, чистота поверхности после полирования 9-го класса.
Чистовое полирование ведут матерчатым кругом с пастой из электрокорунда нормального М20; съем металла 9,4 а, чистота поверхности 10-го класса.
Глянцевание производят мягким матерчатым кругом с пастой из окиси хрома; съем металла 0,9 г, чистота поверхности 13-го класса.
Глянцевание по никелю: съем металла 0,17 г, чистота поверхности 13-го класса.
Полирование специального зажима. Материал — сталь 3X13, габариты детали 40 x 3 X145 мм. Чистота поверхности до обработки 6-го класса.
Предварительное полирование ведут матерчатым кругом, накатанным электрокорундом зернистостью 80; съем металла 3,44 г, чистота поверхности 7-го класса.
При чистовом полировании применяют матерчатый круг с пастой из электрокорунда нормального М20; съем металла 0,9 г, чистота поверхности 10-го класса. Для глянцевания берут мягкий матерчатый круг с пастой из окиси хрома, съем металла 0,06 г, чистота поверхности 12-го класса.
Полирование деталей велосипеда. В большинстве случаев полирование поверхностей деталей велосипеда, за исключением труднообрабатываемых поверхностей, производится на станках — автоматах и полуавтоматах.
Полирование руля велосипеда. Предварительное полирование осуществляют на бесцентровополировальном станке, — а затем вручную. Полировальный круг — матерчатый, накатанный электрокорундом 180, смазанный маршалитовой пастой; съем металла 3—4 г, чистота поверхности 7-го класса.
Предварительное полирование вручную ведут матерчатым кругом, накатанным электрокорундом 180 и смазанным маршалитовой пастой; съем металла 2—3 г, чистота поверхности 9—8-го класса.
Полирование по меди осуществляют мягким бязевым полировальным кругом с пастой из окиси хрома; съем металла 1,15—1,25 г, чистота поверхности 10-го класса.
Для полирования по никелю берут мягкий бязевый полировальный круг с пастой из окиси хрома; съем металла 0,25—0,3 г, чистота поверхности 10-го класса.
Полирование втулки заднего колеса. Предварительное полирование осуществляют на полуавтомате бязевым полировальным кругом, накатанным электрокорундом 140; съем металла 2,7— 3,5 г, чистота поверхности 8-го класса.
Для чистового полирования применяют полуавтоматы с бязе-
вым кругом, накатанным электрокорундом 230 и смазанным соли-
долом; съем металла 0,15—0,3 г, чистота поверхности 9-го класса.
Полирование по никелю (глянцевание) ведут мягким бязевым полировальным кругом с пастой из окиси хрома; съем металла 0,1—0,15 г, чистота поверхности 11-го класса.
|
Фиг. 17. Рабочий узел бесцентрового автомата для полирования желобов наружных колец подшипников: |
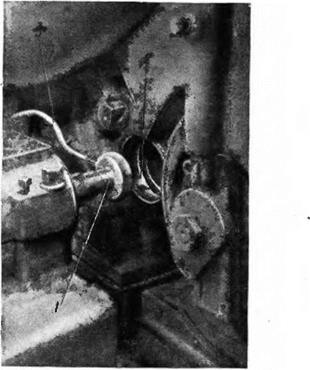
1 — полировальный круг; 2 — кольцо; 3 — трубка,
через которую подается абразивная суспензия.
Полирование желоба наружного кольца шарикоподшипника в автоматическом цехе. Полирование осуществляют на бесцентровом автомате (фиг. 17) войлочным кругом 1, на который к месту контакта с изделием 2 циклически подается через трубку & абразивная суспензия, представляющая смесь микропорошка электрокорунда зернистостью М28 с охлаждающей жидкостью;, скорость круга 22 м/сек, давление на кольцо 3—4 кг. Чистота-, поверхности желоба после полирования 11-го класса.
Для большей стойкости войлочный круг подвергается пропитке І5—20-процентным раствором бакелита и затем сушке.
11. ПОЛИРОВАНИЕ ДРАГОЦЕННЫХ МЕТАЛЛОВ
Серебро, золото и их гальванические покрытия полируют вручную. Инструментом служат полировальники, рабочую головку которых изготовляют из кровавика (минерала, содержащего окись железа). Для предварительных проходов по серебру
 полировальники изготовляют из стади. Надавливая полировальником на металл и перемещая его по поверхности изделия быстрыми возвратно-поступательными движениями, сглаживают имеющиеся неровности. Во время обработки полировальник из стали смачивают мыльной водой.
полировальники изготовляют из стади. Надавливая полировальником на металл и перемещая его по поверхности изделия быстрыми возвратно-поступательными движениями, сглаживают имеющиеся неровности. Во время обработки полировальник из стали смачивают мыльной водой.
Полирование золота и платины производят полировальниками из кровавика. Форма рабочей головки полировальника изменяется в зависимости от их назначения. На фиг. 18 показаны два полировальника и головки из кровавика различного назначения.
![]() Рабочая поверхность полировальников не должна иметь штрихов и царапин. Гладкость их поддерживается периодическим полированием, осуществляемым вручную по коже, посыпанной крокусом (окись железа), окисью хрома и т. п. Штрихи, царапины и другие неровности перед шлифованием устраняются шлифовальной шкуркой.
Рабочая поверхность полировальников не должна иметь штрихов и царапин. Гладкость их поддерживается периодическим полированием, осуществляемым вручную по коже, посыпанной крокусом (окись железа), окисью хрома и т. п. Штрихи, царапины и другие неровности перед шлифованием устраняются шлифовальной шкуркой.
В практике имеет место механизированное полирование гальванических серебряных покрытий, осуществляемое за несколько переходов на станках с числом оборотов шпинделя 900— 1450 об/мин. При полировании в два перехода один из них осуществляют байковым кругом, слегка смоченным керосином, другой — байковым кругом, смазанным крокусной или известковой пастой.
При полировании серебра и золота потери металла не наблюдаются. ■